- 品牌
- 亚阳
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
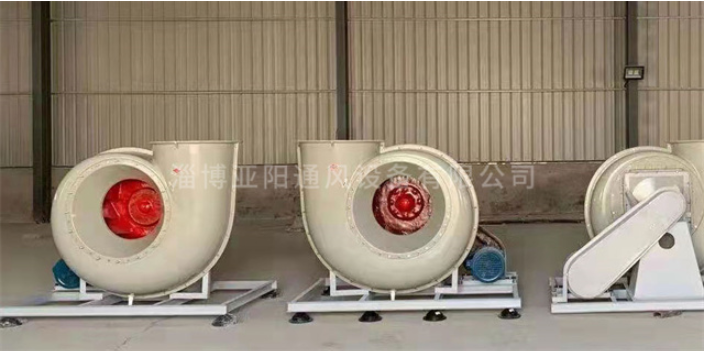
旋压机工作原理是属于金属塑性液压机成型机械。在其床身上面装有交流伺服系统,该系统中的旋轮架设有纵、横两个相互垂直的滑架,横向和纵向进给采用精密滚珠丝杠副,由伺服电机依次与同步带传动副及精密滚珠丝杠副相连接;在滑架下面设有精密滚珠直线导轨;在旋轮架的横向滑座的上面设有对芯模外形轮廓“拷贝”机构;控制伺服系统的数控系统装置及控制液压传动系统的可编程序控制器均分别与工业PC机相连。风机是输送气体的机械,应用广且产品种类繁多.我国风机生产厂家多达二千多家,产值数亿元,仍满足不了我国经济发展的需求,相当数量还需进口,目前风机产品正面临着发展节能型和低噪声型的新品种的挑战;采用旋压技术能改善风机零件的几何精度和动静态平衡性能,提高风机效率,有利于节能、降噪.同时有减少模具费用,缩短试制准备周期,降低材料消耗的优点.亚阳通风设备产品质量稳定,设计多样,赢得了众多好评。江西旋压非标件生产

从设备分析对比可以看出,国内外旋压设备主要向以下几个方向发展自动化。在新的旋压设备上,基本上全部配备了国际上先进的数控和液压系统.不但降低了 对工人的操作要求,还保证了设备的稳定性和工件的加工质量;2)系列化•设备的系列化程度逐渐提高,对同类型的零件加工,设备的结构设计、外观造型、,控制 方式等有一定的相似性,降低开发成本;3)柔性化。同一设备能够完成多种零件的加工,可以方便的扩展加工功能,可以方便的对设备的软 件系统进行升级;4)大型化。随着航空航天领域的发展,对大型旋压件的需求不断增大,所以旋压设备向着大型化发展是必然趋势;5)高精度。旋压制品的一大特点就是成品的质量好,旋压设备需要发挥在这方面的优势,进一步提高精度,只有这样,才可能在回转体零件加工领域完全替代传统的加工工艺。西藏风机进风口生产亚阳通风设备拥有精良的加工设备。

旋压加工金属有许多优点,无机加工,特别适用于强度高、不易变形的材料,可以任凭旋压加工。金属的变形条件良好,旋压时旋转轮与金属的接触接近点接触,因此接触面积小,单位压力高,达到2500~3500MPa以上,旋压适合于加工强度高且难以变形的材料,另外,由于必要的总变形力小,攻击率的消耗大幅度降低。 加工同样大小的产品,旋压机床的吨位不过是预应力数的1/20左右。金属旋压制品范围非常广,根据旋压机的能力,可以制造大直径薄壁管材、特殊管材、截面管材以及球形、半球形、椭圆形、曲母线形以及梯级和变化壁厚的大多数旋转体构件,如火箭、导弹和卫星的鼻锥和壳体。潜水艇渗透密封环和鱼雷外壳,雷达反射镜和探照灯外壳;喷气发动机整流罩和原动机零件;液压,压气机外壳和圆筒;涡轮轴,喷管,电视锥,燃烧室锥体以及波纹管;干燥机,搅拌机和洗涤机的转筒;浅盘形,盘形,半球形封头;牛奶罐和空芯薄壁的日用品等。
旋压设备成形技术是一种由主轴带动被芯模和顶块固定的毛坯旋转再由旋轮进行轴向和径向进给,靠芯模和旋轮的挤压使毛坯发生局部连续性变形的塑性成形加工工艺过程。旋压成形技术是回转成形加工和塑性成型加工的结合体,集两者的优势使其具有材料利用率高、成形快、产品表面质量好、精度高、产品多样等优点。因此,不只在航空、航天、兵器等金属精密加工技术领域占有重要地位, 而且在石油化工、汽车制造、电子及轻工业等领域也得到了非常广的应用。亚阳通风设备将以更积极的态度,更新不同的产品。

通过旋转使之受力点由点到线由线到面,同时在某个方向给予一定的压力使金属材料沿着这一方向变形和流动而成型某一形状的技术。(1)旋压无削成型工艺。是使金属圆片坯料、简胚、预制胚进入旋转运动,借成形加工轮向旋转的金属坯进行挤压,并使金属开始流动。这种工艺可在工具成本极少的情况下获得有母线形状复杂、容差范围小、材料性能及表面质量优异的各种中空体,旋压工艺可准确确定共建的壁厚和轮廓,还可准确重复壁厚和轮廓。(2)可用与各种金属材料的旋压成型。如:铁、铝、铜、不锈钢灯各种金属。(3)对比拉伸冲压工艺,旋压工艺有成品合格率高、模具制造成本低、模具使用寿命长、模具更换简单方便、多模冲压拉伸可改为一模旋压。(4)对与种异形产品,旋压工艺成型更方便。亚阳通风设备以品质服务为根基,引导行业新潮流。江西旋压非标件生产
亚阳通风设备一直竭诚为各位顾客服务。江西旋压非标件生产
通常比较落后的轴流风机轮毂加工工艺都是采用三轧辊进行卷制,然后再焊接粗成型,之后进行机械精加工,由于这种落后的加工工艺不可能使轮毂的尺寸公差和形位公差得到有效的保证,再加上焊接应力变形的影响,还会导致风机精度的降低,从而影响了通风机的效率。旋压胎具的加工周期比拉深模具短得多,对于通风机品种多,批量少的产品特点极为适合。由于旋压加工的金属表面的硬化现象,将旋后轮毂破坏再取试样进行强度试验并与旋压前的同种材料进行对比,强度提高了28%,用厚度为6mm的钢板旋压后的轮毂基本相当于用三轧辊进行卷制厚度为 8mm 的钢板制造的同等轮毂强度。旋压后的机械零件如模具拉深成型一样,贝雷桥在其端部也会出现金属板的减薄量,但部位不同,模具拉深成型轮毂金属板的减薄量在金属板弯角处较大,而旋压后的轮毂金属板则是在其旋压始端减薄,因而对于通风机来说,旋压轮毂则比模具拉深成型的轮毂加工工艺更合理。江西旋压非标件生产

通常比较落后的轴流风机轮毂加工工艺都是采用三轧辊进行卷制,然后再焊接粗成型,之后进行机械精加工,由于这种落后的加工工艺不可能使轮毂的尺寸公差和形位公差得到有效的保证,再加上焊接应力变形的影响,还会导致风机精度的降低,从而影响了通风机的效率。旋压胎具的加工周期比拉深模具短得多,对于通风机品种多,批量少的产品特点极为适合。由于旋压加工的金属表面的硬化现象,将旋后轮毂破坏再取试样进行强度试验并与旋压前的同种材料进行对比,强度提高了28%,用厚度为6mm的钢板旋压后的轮毂基本相当于用三轧辊进行卷制厚度为 8mm 的钢板制造的同等轮毂强度。旋压后的机械零件如模具拉深成型一样,贝雷桥在其端部也会出现金属板...


- 福建风机叶轮前盘定制 2024-03-17
- 陕西屋顶风机风帽生产 2024-03-09
- 河南旋压非标件定制 2024-03-09
- 江西旋压非标件生产 2024-03-08
- 浙江屋顶风机风帽厂家 2024-03-07
- 河南风机叶轮前盘生产 2024-03-07




- 山东高温防腐风机价格 06-25
- 河南大型防腐风机厂家 06-24
- 临沂高温防腐风机 06-24
- 吉林防爆不锈钢风机价格 06-24
- 黑龙江管道防腐风机厂家 06-23
- 云南防腐风机 06-23
- 浙江耐高温防腐风机生产 06-23
- 菏泽低噪音不锈钢风机厂家 06-22
- 江苏高温防腐风机生产厂家 06-22
- 陕西化工防腐风机 06-22