- 品牌
- 亚阳
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
旋压设备成形技术是一种由主轴带动被芯模和顶块固定的毛坯旋转再由旋轮进行轴向和径向进给,靠芯模和旋轮的挤压使毛坯发生局部连续性变形的塑性成形加工工艺过程。旋压成形技术是回转成形加工和塑性成型加工的结合体,集两者的优势使其具有材料利用率高、成形快、产品表面质量好、精度高、产品多样等优点。因此,不只在航空、航天、兵器等金属精密加工技术领域占有重要地位, 而且在石油化工、汽车制造、电子及轻工业等领域也得到了非常广的应用。亚阳通风设备的专业和努力同样也能为您提供满意的服务!江苏旋压非标件定制

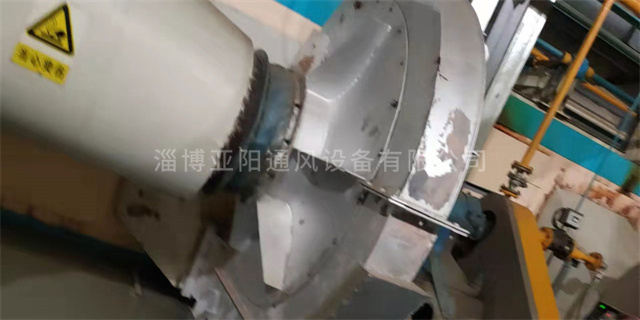
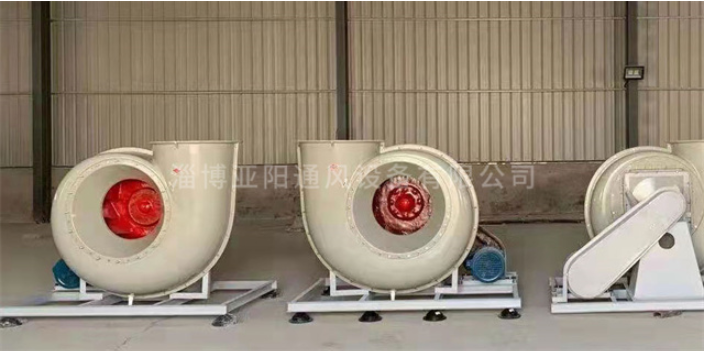
风机的风筒和各类旋压件,都是尺寸精度高、切割技术必须到位才能生产出精密的仪器。而随着风机产业的扩大,机制逐渐完善,市场需求量逐渐扩大。对于风机的需求也在扩大,所以对于风机的硬件设备也必须逐渐改变、逐渐完善。而大风机对风机本身的硬件设备的要求更加高,需要的设备更加精密。所以目前风机越做越大,配套的硬件设备还需跟上。这个问题要想解决,就需要找到一家专业生产风机的硬件设备的公司,能够帮助你解决这个问题。风机制造业要有突破,必须要改进现有的加工工艺。旋压是一种结合了锻 造、挤压、拉伸、弯曲、环轧、横轧和滚压等工艺特点的少无切削综合加工方法,是一种利用旋压工具对 旋转坯料施加压力,使坯料产生连续的局部塑性变形而成形为所需空心回转零件的塑性加工工艺:其加 工原理如图1所示,加工时通常是用尾顶或其他夹紧装置将金属平板毛坯或预制毛坯卡紧在旋压机的芯棒 上,由主轴带动芯棒和坯料旋转,利用旋轮的运动对坯料施加压力,使之产生连续、逐点的塑性变形,从 而获得各种母线形状的空心旋转体零件,江苏旋压非标件定制亚阳通风设备欢迎广大新老顾客来电咨询和洽谈,我们将竭诚为您服务!

风机机壳专门使用旋压机与通用旋压机的工作原理相同,都是通过旋轮与毛坯的接触运动来完成零件的成 型。但与通用旋压设备相比,又有自己的独特特点:1)旋压的工件大多为两端开口的圆柱筒形机壳,因此,毛坯的夹紧不能采用通用旋压设备使用的尾 顶机构,而采用了径向夹持的方式,这种夹持方式和传统的车床主轴夹紧装置相似。2)由于风机机壳零件独特的装夹方式,使得加工能力由主轴直径决定。这就使得卧式机床不可能装 夹太大的毛坯件,对于大型的毛坯件旋压需要采用立式机床。3)风机机壳零件在旋压加工完成之后,常需要在法兰边上打孔,打孔完成之后需要对法兰进行二次 翻边的旋压工艺。这种特殊的工艺决定了旋压机床要带打孔设备,以提高加工效率。
通常比较落后的轴流风机轮毂加工工艺都是采用三轧辊进行卷制,然后再焊接粗成型,之后进行机械精加工,由于这种落后的加工工艺不可能使轮毂的尺寸公差和形位公差得到有效的保证,再加上焊接应力变形的影响,还会导致风机精度的降低,从而影响了通风机的效率。旋压胎具的加工周期比拉深模具短得多,对于通风机品种多,批量少的产品特点极为适合。由于旋压加工的金属表面的硬化现象,将旋后轮毂破坏再取试样进行强度试验并与旋压前的同种材料进行对比,强度提高了28%,用厚度为6mm的钢板旋压后的轮毂基本相当于用三轧辊进行卷制厚度为 8mm 的钢板制造的同等轮毂强度。旋压后的机械零件如模具拉深成型一样,贝雷桥在其端部也会出现金属板的减薄量,但部位不同,模具拉深成型轮毂金属板的减薄量在金属板弯角处较大,而旋压后的轮毂金属板则是在其旋压始端减薄,因而对于通风机来说,旋压轮毂则比模具拉深成型的轮毂加工工艺更合理。亚阳通风设备已实现生产规模化、管理现代化、服务配套化。

许多材料可以用数控旋压机加工,从铝到铜和塑料木材,选择几乎是无止境的,有些人甚至用数控旋压机加工钢板和蜡,这取决于他们正在设计的产品。金属的东西,可以说是具有挑战性的,当涉及到数控旋压机的工作。铝是一种金属,许多数控旋压机床车主选择的工作。某些金属需要特定的位,以使所述切割过程更容易,以及取决于金属的厚度或韧性。金属如黄铜或青铜可以在数控旋压机床中使用,但它们并不像易于使用的铝。操作数控旋压机,应当非常熟悉急停按钮开关的位置,以便在任何需要使用它时,无须寻找就会按到它,在安放保险丝之前,一定要将机床断电。要有足够的工作空间,以避免危险产生。水或油能使地面打滑而造成危险,为了防止出现意外事故,工作地面应保持洁净干燥。亚阳通风设备将以更积极的态度,更新不同的产品。江苏旋压非标件定制
有需要,您请说,亚阳通风设备的服务一直在路上。江苏旋压非标件定制
旋压设备成形技术是一种由主轴带动被芯模和顶块固定的毛坯旋转再由旋轮进行轴向和径向进给,靠芯模和旋轮的挤压使毛坯发生局部连续性变形的塑性成形加工工艺过程。旋压成形技术是回转成形加工和塑性成型加工的结合体,集两者的优势使其具有材料利用率高、成形快、产品表面质量好、精度高、产品多样等优点。因此,不只在航空、航天、兵器等金属精密加工技术领域占有重要地位,而且在石油化工、汽车制造、电子及轻工业等领域也得到了非常广的应用。江苏旋压非标件定制

通常比较落后的轴流风机轮毂加工工艺都是采用三轧辊进行卷制,然后再焊接粗成型,之后进行机械精加工,由于这种落后的加工工艺不可能使轮毂的尺寸公差和形位公差得到有效的保证,再加上焊接应力变形的影响,还会导致风机精度的降低,从而影响了通风机的效率。旋压胎具的加工周期比拉深模具短得多,对于通风机品种多,批量少的产品特点极为适合。由于旋压加工的金属表面的硬化现象,将旋后轮毂破坏再取试样进行强度试验并与旋压前的同种材料进行对比,强度提高了28%,用厚度为6mm的钢板旋压后的轮毂基本相当于用三轧辊进行卷制厚度为 8mm 的钢板制造的同等轮毂强度。旋压后的机械零件如模具拉深成型一样,贝雷桥在其端部也会出现金属板...



- 福建风机叶轮前盘定制 2024-03-17
- 陕西屋顶风机风帽生产 2024-03-09
- 河南旋压非标件定制 2024-03-09
- 江西旋压非标件生产 2024-03-08
- 浙江屋顶风机风帽厂家 2024-03-07
- 河南风机叶轮前盘生产 2024-03-07




- 山东高温防腐风机价格 06-25
- 河南大型防腐风机厂家 06-24
- 临沂高温防腐风机 06-24
- 吉林防爆不锈钢风机价格 06-24
- 黑龙江管道防腐风机厂家 06-23
- 云南防腐风机 06-23
- 浙江耐高温防腐风机生产 06-23
- 菏泽低噪音不锈钢风机厂家 06-22
- 江苏高温防腐风机生产厂家 06-22
- 陕西化工防腐风机 06-22