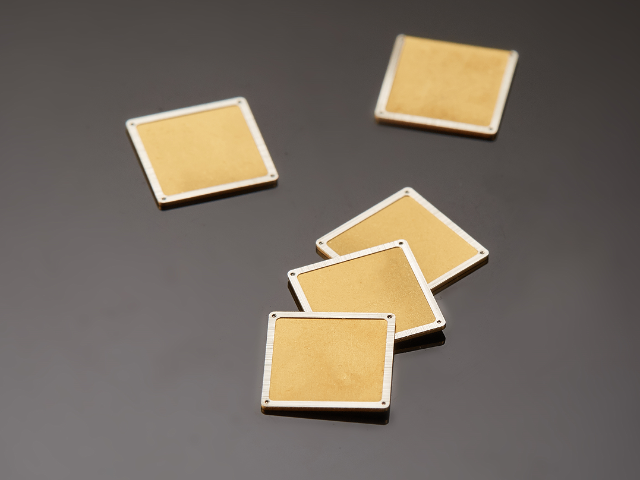
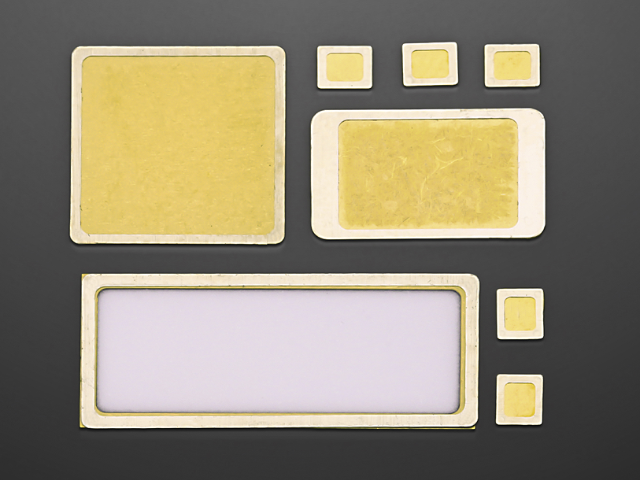
金锡合金的微观结构是其宏观性能的直接体现。在Au80Sn20共晶合金的凝固组织中,主要存在两种金属间化合物相:富金的ζ相(化学式Au5Sn)和等原子比的δ相(化学式AuSn)。这两种相在共晶凝固过程中协同析出,形成交替排列的层片状结构,层片间距通常在微米级别。ζ相(Au5Sn)具有六方晶体结构,硬度较高,是合金强度的主要来源之一;δ相(AuSn)具有斜方晶体结构,韧性相对较好,有助于缓解焊点在热循环过程中产生的应力集中。两相协同作用,使合金在强度与韧性之间取得较好的平衡。在焊接界面区域,金锡合金还可能与基板金属(如镍、铜或金镀层)发生反应,形成新的界面金属间化合物层。界面层的厚度和成分分布对焊点可靠性有重要影响,过厚或成分不均的界面层容易成为裂纹萌生的薄弱点。通过合理控制焊接温度、时间和基板表面处理工艺,可以将界面金属间化合物层控制在合理范围内,确保焊点的长期可靠性。深入理解金锡合金的微观组织特征,是优化焊接工艺和提升封装可靠性的科学基础。金锡焊料符合国家武器装备质量管理体系标准。金锡焊料端头定制
金锡焊料的表面状态对焊接质量具有直接影响。在金锡合金中,锡元素在空气中具有一定的氧化倾向,当暴露在潮湿或富氧环境中时,合金表面会逐渐形成SnO₂氧化薄膜。氧化膜的存在会阻碍润湿,影响焊料铺展,并可能在焊点内部引入夹杂物,降低焊接质量。为控制氧化风险,金锡焊料产品通常采用真空封装或充氮密封包装,避免在储存和运输过程中与潮湿空气接触。建议的储存条件为温度20~25°C、相对湿度40%以下的洁净干燥环境,避免与酸性或碱性气体共存。在实际使用前,若发现焊料表面有明显氧化变色,应进行适当的清洁处理后再投入使用。在焊接工艺方面,金锡焊料通常在氮气保护或真空环境下进行回流焊,以防止焊接过程中的氧化干扰。氮气浓度一般要求氧含量低于100ppm,真空回流则要求系统真空度优于10⁻²Pa。合理的储存管理与工艺气氛控制,是保障金锡焊料焊接质量稳定性的重要环节,也是精密电子封装生产线质量管理体系的组成部分。金锡焊线金锡焊料助力国产电子封装产业技术升级。

金锡焊料的性能优劣与生产过程中的纯度控制密切相关。高纯度的生产控制不*是产品质量的保障,也是赢得高可靠性用户信任的**能力。在原材料管控方面,金锡焊料的生产应使用4N级(纯度≥)以上的高纯金和高纯锡作为基础原料,并对每批原材料进行入厂复验,采用ICP-MS或AES等高灵敏度分析手段检测关键杂质元素(Pb、Fe、Cu、Bi、Sb等)的含量,确保原材料质量满足技术规范要求。在合金冶炼方面,采用真空感应熔炼工艺,在高纯氮气或真空保护下将金和锡按精确配比熔化混合,避免熔炼过程中的氧化污染和成分偏析。熔炼后对合金进行成分复核,并通过差示扫描量热法(DSC)检测熔化温度是否符合Au80Sn20共晶点要求,以成分和熔点双重指标确认合金质量。在后续加工(轧制、冲压、包装)各环节,建立严格的操作规程和环境控制标准,防止交叉污染,确保产品表面洁净、无污染。对成品进行全批次检验,包括尺寸、外观和关键性能指标,并出具完整的出厂检验报告,为用户提供可追溯的质量证明。高纯度生产控制体系是金锡焊料产品品质的根本保证,也是企业质量竞争力的**体现。
当金锡焊料封装的器件出现失效或性能异常时,开展系统性的失效分析对于查明失效原因、改进工艺设计和预防同类问题复发至关重要。失效分析通常按照"由外到内、由宏观到微观"的原则有序展开。宏观检查阶段:使用光学显微镜对失效器件的外观进行***检查,记录外观异常(变色、裂纹、气泡、溢焊等),初步判断失效的可能位置和类型。对于气密封装器件,首先进行氦质谱漏率检测,判断气密性是否受损。无损检测阶段:采用X射线透射检测(X-ray)观察焊点内部是否存在空洞、裂纹或异物;采用超声扫描显微镜(SAM)检测界面分层或脱粘缺陷;对于涉及电气失效的问题,进行电气参数测试以确认失效模式(短路、断路或参数漂移)。破坏性分析阶段:通过机械剖面或精密研磨制备焊点截面样品,在扫描电子显微镜(SEM)下观察焊点微观形貌,评估金属间化合物层厚度、组织均匀性和裂纹形态;采用能谱分析(EDS)确认界面化学成分;对于疲劳裂纹,通过断口形貌分析判断裂纹起源和扩展模式。综合各阶段分析结果,形成失效分析报告,明确失效机理,提出有针对性的改进建议,推动封装工艺的持续改进。 栢林电子 2012 年成立,拥有十余年金锡焊料生产经验。

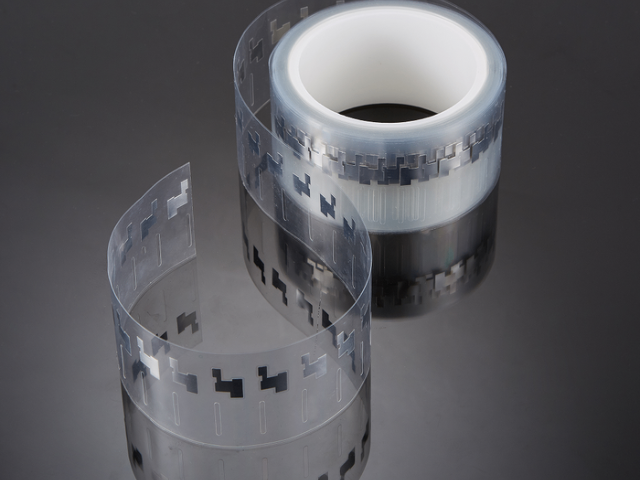
随着电子封装向更小尺寸、更薄形态发展,对金锡焊料预成型片的厚度提出了越来越严苛的要求。当封装焊接间隙*有数十微米时,需要使用厚度在25μm至50μm的超薄金锡焊料片。制备此类超薄焊料片面临着诸多技术挑战。从材料特性角度看,金锡共晶合金硬度较高(HV约150~180),脆性相(AuSn、Au5Sn)的体积分数大,在轧制变形过程中容易产生边缘开裂和表面微裂纹。为克服这一问题,需要精心控制轧制温度、道次压下量和退火工艺,采用多次小压下量逐步减薄的方式,确保每一轧制道次后材料的组织均匀性和表面质量。从工艺设备角度看,超薄金属轧制需要高精度的轧机,辊面粗糙度和平行度要求极高,轧制力和张力控制精度需要达到亚微米级别,才能确保轧制出的薄片厚度均匀、无波纹。冲压或激光切割是超薄焊料片成形的主要方式,需要选择合适的工艺参数以获得尺寸精确、边缘整齐的焊料片。超薄金锡焊料片技术的突破,为微型化精密封装提供了有力的材料支撑,是推动高密度封装技术进步的重要环节。金锡焊料采用环保工艺生产,符合行业发展趋势。金锡焊料端头定制
金锡焊料材质均匀,保障焊接效果一致性。金锡焊料端头定制
在电子封装领域,金锡焊料与传统铅锡(Pb-Sn)焊料**着两种截然不同的技术路线,两者在成分、熔点、力学性能和应用领域上均存在***差异。传统铅锡共晶焊料(63wt%Sn-37wt%Pb)熔点约183°C,成本较低,焊接工艺窗口宽泛,曾在电子行业中占据主导地位。然而,铅是有毒重金属,对环境和人体健康存在潜在危害,欧盟RoHS指令自2006年起限制在消费电子产品中使用含铅焊料,推动了无铅焊料技术的快速发展。金锡焊料(Au80Sn20)则完全不含铅,符合全球主流环保法规要求。其熔点高达280°C,具备铅锡焊料无法企及的高温稳定性,可在150°C以上的高温环境中长期服役,适合航空、**、卫星等对热可靠性要求严苛的场合。在机械性能方面,金锡焊料的抗剪强度和抗蠕变性能均***优于铅锡焊料,尤其在温度循环测试中表现出更强的疲劳寿命。当然,金锡焊料也存在成本较高、工艺窗口相对较窄的局限性,因此并非所有应用场景的优先。在实际选型时,需根据具体应用对可靠性、成本、工艺条件和环保合规性的综合权衡来做出决策。金锡焊料端头定制
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!