金锡共晶合金的熔点约为280°C,这一数值在常用高温焊料中具有特殊的工程意义。与传统铅锡焊料(熔点约183°C)相比,金锡焊料的熔点高出近100°C,这使其在高温工作环境下具备更强的焊点稳定性。而与纯金(1064°C)或其他贵金属焊料相比,280°C的操作温度又处于大多数陶瓷、金属和半导体材料可承受的范围之内,工艺可行性良好。从封装应用角度看,高熔点带来的一个重要优势是"耐回流性"。在多层封装或多次焊接工艺中,先行焊接的金锡焊点能够在后续低温工艺步骤(如引线键合后的固化、环氧封装固化等)中保持稳定,不会因工艺热冲击而发生重熔或变形,这对于多芯片模块(MCM)和三维叠层封装(3D-IC)等复杂封装结构尤为重要。此外,280°C的工作温度也低于多数功能性陶瓷材料(如氧化铝、氮化铝)的耐热上限,这意味着金锡焊料可与陶瓷基板良好兼容,***用于陶瓷封装外壳的盖板钎焊与引脚封装。精细的熔点控制与适宜的工艺温度窗口,是金锡焊料在精密电子封装领域广受认可的**竞争力之一。公司金锡焊料制造工艺成熟,产品性能稳定。金锡焊料热处理工艺测试
规范和标准体系是保障金锡焊料产品质量和应用可靠性的重要基础。了解和掌握相关行业标准,对于焊料生产商和用户均具有重要意义。在国际标准方面,IEC61190-1系列标准(Electronicassemblymaterial—Requirementsforsolderingfluxesforsolderingelectronicassemblies)虽主要针对含助焊剂焊料,但其测试方法部分也适用于金锡焊料;JEDEC和IPC组织发布了多项关于高可靠性封装材料和工艺的规范,如IPC-7711/7721(返修和重工)和IPC-A-610(电子组件的可接收性)。在美国***标准方面,MIL-STD-883(微电路试验方法标准)规定了气密封装器件的检漏测试要求;MIL-PRF-38534规定了混合电路和微电子器件的质量保证要求;MIL-P-38535规定了集成电路(微电路)的一般规范,均对封装焊料的使用和质量控制提出了具体要求。在中国国家和行业标准方面,GJB548系列标准(微电子器件试验方法和程序)、GJB65系列标准(有可靠性指标的微电路总规范)以及相关电子行业标准对***电子器件封装材料和工艺提出了系统性规范要求。熟悉并遵循这些标准规范,不*是产品合规的基本要求,也是指导工程实践、规范生产工艺、保障产品可靠性的重要技术依据。金锡焊料日本 JIS 标准应用方案公司提供金锡焊料配套焊接工艺改进服务。

金锡焊料中金含量高达80wt%,而黄金作为贵金属,价格远高于普通金属,这使得金锡焊料的单位价格远高于常规无铅焊料。对于采购决策者而言,理性评估金锡焊料的经济性,需要从全生命周期成本和可靠性价值两个维度综合考量。从材料成本角度看,金锡焊料的价格受国际金价波动影响较大。以近年来黄金价格为参考,Au80Sn20焊料的市场价格约为普通SAC无铅焊料的100~200倍。对于单个封装而言,所用金锡焊料的重量通常在毫克级别,***材料成本并不高,但在大批量生产中,焊料成本的积累仍然需要纳入成本预算。从可靠性价值角度看,采用金锡焊料封装的器件具有更长的使用寿命和更低的在役失效率,这意味着减少了维护成本、替换成本和因器件失效导致的系统停机成本。在***和航天应用中,器件失效的代价远超焊料本身的成本,因此选用高可靠性封装材料的经济合理性是明确的。在成本优化方面,通过精确设计焊料用量(避免过量使用)、建立焊料边角料回收体系(回收贵金属价值)和优化采购策略(批量采购或套期保值)等措施,可以在保证封装可靠性的同时合理控制金锡焊料的使用成本,实现质量与经济性的平衡。
金锡焊料的性能优劣与生产过程中的纯度控制密切相关。高纯度的生产控制不*是产品质量的保障,也是赢得高可靠性用户信任的**能力。在原材料管控方面,金锡焊料的生产应使用4N级(纯度≥)以上的高纯金和高纯锡作为基础原料,并对每批原材料进行入厂复验,采用ICP-MS或AES等高灵敏度分析手段检测关键杂质元素(Pb、Fe、Cu、Bi、Sb等)的含量,确保原材料质量满足技术规范要求。在合金冶炼方面,采用真空感应熔炼工艺,在高纯氮气或真空保护下将金和锡按精确配比熔化混合,避免熔炼过程中的氧化污染和成分偏析。熔炼后对合金进行成分复核,并通过差示扫描量热法(DSC)检测熔化温度是否符合Au80Sn20共晶点要求,以成分和熔点双重指标确认合金质量。在后续加工(轧制、冲压、包装)各环节,建立严格的操作规程和环境控制标准,防止交叉污染,确保产品表面洁净、无污染。对成品进行全批次检验,包括尺寸、外观和关键性能指标,并出具完整的出厂检验报告,为用户提供可追溯的质量证明。高纯度生产控制体系是金锡焊料产品品质的根本保证,也是企业质量竞争力的**体现。 公司以客户需求为导向,定制金锡焊料产品方案。
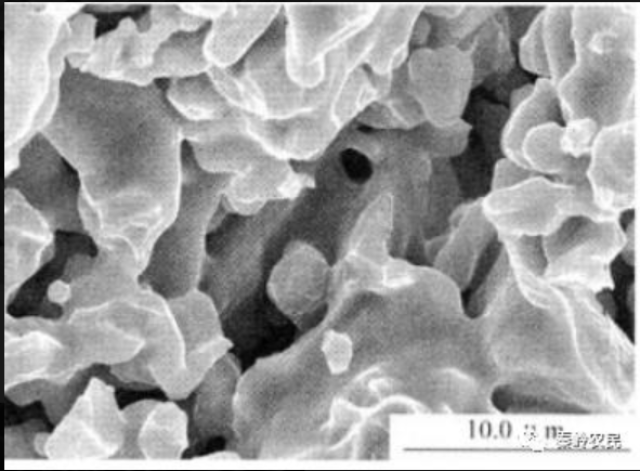
当金锡焊料封装的器件出现失效或性能异常时,开展系统性的失效分析对于查明失效原因、改进工艺设计和预防同类问题复发至关重要。失效分析通常按照"由外到内、由宏观到微观"的原则有序展开。宏观检查阶段:使用光学显微镜对失效器件的外观进行***检查,记录外观异常(变色、裂纹、气泡、溢焊等),初步判断失效的可能位置和类型。对于气密封装器件,首先进行氦质谱漏率检测,判断气密性是否受损。无损检测阶段:采用X射线透射检测(X-ray)观察焊点内部是否存在空洞、裂纹或异物;采用超声扫描显微镜(SAM)检测界面分层或脱粘缺陷;对于涉及电气失效的问题,进行电气参数测试以确认失效模式(短路、断路或参数漂移)。破坏性分析阶段:通过机械剖面或精密研磨制备焊点截面样品,在扫描电子显微镜(SEM)下观察焊点微观形貌,评估金属间化合物层厚度、组织均匀性和裂纹形态;采用能谱分析(EDS)确认界面化学成分;对于疲劳裂纹,通过断口形貌分析判断裂纹起源和扩展模式。综合各阶段分析结果,形成失效分析报告,明确失效机理,提出有针对性的改进建议,推动封装工艺的持续改进。 金锡焊料可配套迈瑞医疗电子设备封装使用。多元金锡合金焊料
金锡焊料符合 ISO14001 环境体系生产标准。金锡焊料热处理工艺测试
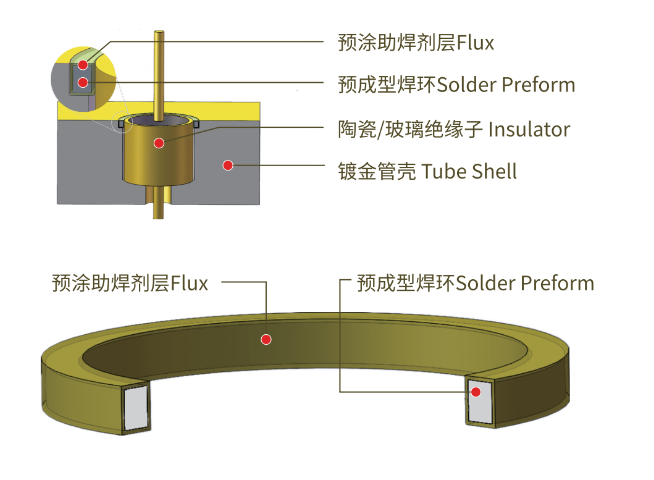
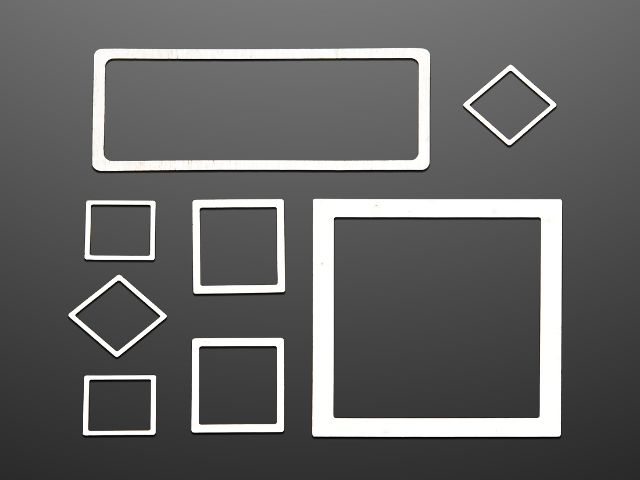
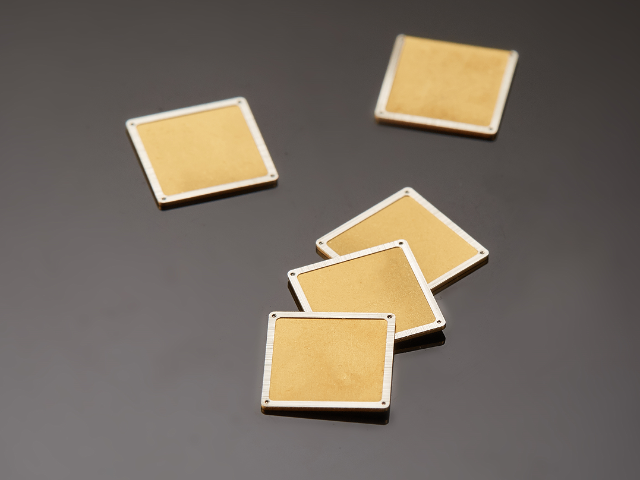
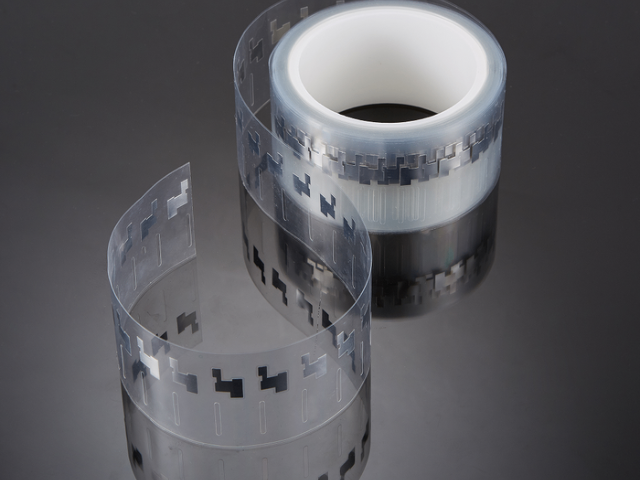
金锡焊料预成型片(Preform)是将Au80Sn20共晶合金通过精密轧制和冲压工艺制成的几何形状规整的焊料片,是气密封装和芯片贴装工艺中**常用的焊料形式。与焊膏相比,预成型片具有成分均匀、无助焊剂污染、重量精确可控等优点,特别适合对焊料量有精确要求的精密封装工艺。常见的金锡预成型片形状包括正方形、长方形、圆形和环形(用于盖板封接),尺寸范围从0.5mm×0.5mm的小型芯片贴装片到50mm×50mm以上的大面积焊料片。厚度通常在25μm至250μm之间,根据封装设计要求选择。对于气密盖板封接,常用环形(Frame)预成型片,其内外径尺寸与封装外壳腔口尺寸精确匹配,以确保焊料均匀分布在封接界面上。预成型片的尺寸精度对焊接质量至关重要。通常要求长度、宽度尺寸公差在±0.05mm以内,厚度公差在±5μm以内,以确保焊料量的一致性和焊点质量的重复性。预成型片的表面粗糙度也需要控制,过于粗糙的表面不利于焊料均匀铺展,而适度光滑的表面有助于在回流过程中形成均匀、无空洞的焊点。在选用预成型片时,除尺寸规格外,还需关注其表面是否有氧化变色,及时排查不合格产品,确保焊接工艺的顺利进行。金锡焊料热处理工艺测试
汕尾市栢科金属表面处理有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,汕尾市栢科金属表面处供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!