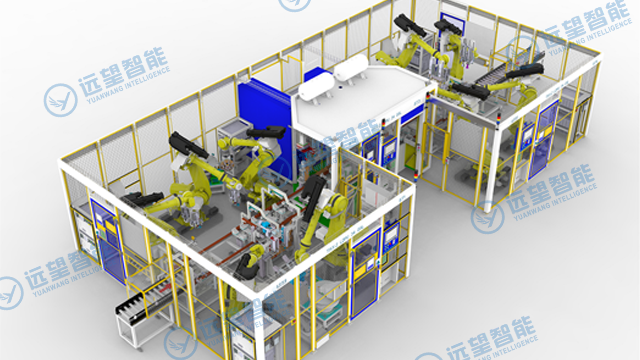
在汽车与氢能零部件制造领域,传统人工装配模式普遍存在管路排布杂乱、密封精度波动、热管理部件对位偏差等问题,容易造成整车散热异常、氢瓶系统安全隐患、油箱渗漏等质量风险。依托适配多品类零部件生产的自动化装配线,可实现汽车油箱、高压油管、HVAC 空调总成、后视镜加热组件、内饰通风模块及氢瓶、氢能管路、燃料电池热管理部件的一体化连续装配。该自动化装配线搭载伺服压装、动态扭矩控制、在线气密与氦检模块,可稳定把控热管理管路压装深度、接头锁附力度、密封件贴合状态,减少人为操作带来的质量差异。同时设备支持多规格产品快速换型,兼顾乘用车、商用车、氢能重卡等不同车型零部件生产需求,通过标准化装配流程优化热管理系统整体散热性能,助力零部件企业提升生产节拍、降低返工损耗,实现汽车与氢能相关零部件的智能化、规模化量产。加氢口防护件加工,自动化装配线规范氢能部件热管理散热装配流程。江苏组装自动化装配线设计
远望智能研发的客车一体式后视镜 + 热管理除雾模块自动化装配线,集成后视镜壳体、高清镜片、加热丝组件、温控线束、热管理除雾传感元件装配。该自动化装配线装配节拍为 14–28 秒 / 件,搭载视觉检测系统核验加热组件贴合精度,可以保障后视镜在低温、雨雪环境下的除雾散热效果。产线同步对接整车热管理系统供电接口,实现后视镜热管理组件标准化预装,单日可稳定完成 10800–14500 件后视镜产品装配,零部件返工率下降 87%。设备整体占地紧凑,适配客车零部件车间有限布局空间,可灵活对接氢瓶小型防护配件装配工位,实现设备功能拓展。上海半自动化装配线机油散热管路生产,自动化装配线管控热管理管路接头压装装配深度。

远望智能面向轻卡车型热管理 + 油箱 + HVAC 总成设计的自动化装配线,适配轻卡中小型油箱、暖风 HVAC 系统、底盘冷却管路、外后视镜总成的一体化装配。该自动化装配线装配节拍 23–37 秒 / 件,中等承载输送结构适配轻卡中小型零部件,扭矩调节区间 5–40N・m,兼顾轻量化与结构稳定性。产线实现轻卡传统燃油供给系统、整车热管理散热系统、空调系统的同步预装成型,有效提升轻卡整车装配效率,单日可完成 4500–6200 套总成装配,助力轻卡零部件企业完成产线智能化升级改造。
新能源商用车轮边电机长期处于泥水、颠簸环境,人工装配冷却管路易出现接头腐蚀、管路松动,造成热管理冷却失效,电机过热损坏。针对轮边驱动部件生产痛点,适配轮边电机组件的自动化装配线,采用重载抗振动防腐工装,完成电机本体、冷却管路、密封接头、固定支架的装配,装配节拍 25–41 秒 / 件,扭矩调节区间 7–55N・m。该自动化装配线强化管路密封与固定强度,适配复杂路况,保障热管理系统持续散热。产线适配重卡、客车轮边驱动系统,单日可完成 4800–6600 件电机管路组件装配,助力新能源商用车零部件企业提升产品可靠性。氢瓶检测工位配套,自动化装配线衔接热管理组件装配与氦检工序流程。

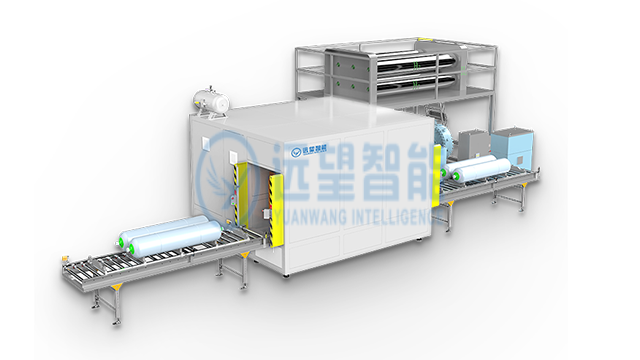
氢瓶加氢口直接对接高压加氢设备,人工装配防护件与冷却管路易出现密封不严、散热不足,加氢过程存在安全隐患,热管理防护不到位。针对氢能外部部件生产痛点,适配加氢口组件的自动化装配线,采用防爆防腐工装,完成加氢口本体、散热防护件、密封垫圈、冷却管路的装配,装配节拍 12–24 秒 / 件,氦检模式保障高压密封性能。该自动化装配线强化加氢口热管理散热防护结构,控制加氢过程温度变化,提升使用安全性。产线适配多款氢能车型,单日可完成 11000–14500 件防护组件装配,满足氢能汽车外部功能件的稳定量产。氢电辅助系统加工,自动化装配线完成热管理组件与氢管路同步装配。东莞半自动化装配线解决方案
房车零部件加工,自动化装配线实现油箱与热管理散热组件共线装配。江苏组装自动化装配线设计
远望智能开发房车油箱 + 驻车空调 HVAC + 热管理散热系统自动化装配线,适配房车大容量防爆油箱、驻车空调总成、热管理散热管路、后视镜组件的装配。该自动化装配线装配节拍 25–41 秒 / 件,工装整体采用防腐防锈处理,适配房车户外长期使用环境,扭矩调节区间 7–60N・m。产线兼顾驻车空调热管理散热性能与油箱安全防护等级,同步完成管路排布与密封检测,单日可完成 4200–5600 套总成装配,适配旅居房车零部件定制化、小批量、多规格的生产模式。江苏组装自动化装配线设计