全线的自动化设备与智能系统的集成应用,使汽车油箱柔性生产线实现了少人化生产,降低了人工成本和人为误差。从入口的扫码识别、智能物流输送,到各工位的机器人加工、检测,再到之后的分拣装箱,整个生产过程大部分环节实现了自动化操作,只需要在 ST4 阶段需要少量人工辅助上料。自动化生产减少了对人工的依赖,降低了人工成本;同时,机器设备的准确操作和智能系统的实时监控,避免了人工操作可能出现的疲劳、疏忽等导致的误差,提高了产品质量的一致性和稳定性。少人化生产还使得生产环境更加可控,减少了人为因素对生产过程的干扰,为生产线的高效、稳定运行创造了有利条件。ST3 自适应调节焊接路径与参数,动态补偿偏差。高效率汽车油箱生产线安装

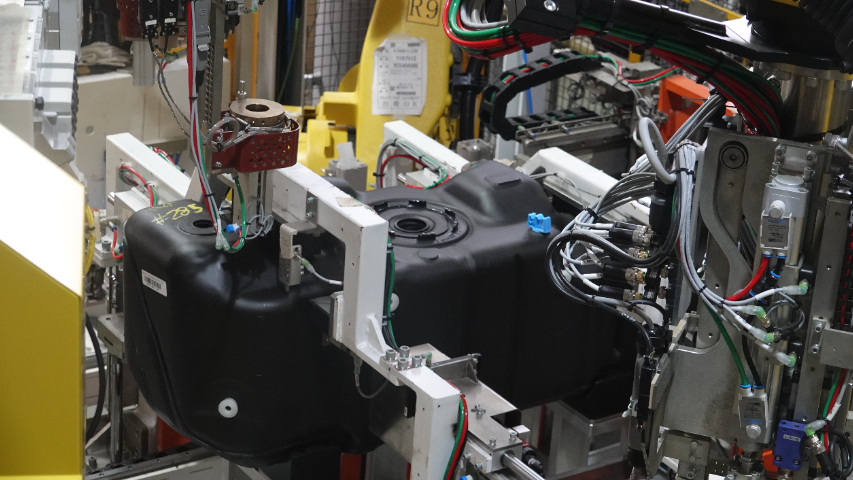
汽车油箱柔性生产线的全自动换型系统是实现多品种、小批量生产的关键技术支撑。该系统集成了先进的机器人控制技术、传感器技术和软件算法,能够在接到换型指令后,自动完成机器人末端执行器的更换、加工参数的调整、物料供给的切换等一系列操作。对于多达六款型号的油箱,系统能够在 30 秒内完成全流程的无人切换,整个过程无需人工干预。在换型过程中,系统会自动验证各环节的正确性,确保换型后的设备状态和参数设置符合新型号油箱的加工要求。这种快速换型能力,使得生产线能够灵活应对市场对不同型号油箱的需求变化,提高了生产的柔性和市场响应速度。中山汽车油箱生产线厂家供应ST2 无屑切孔降低后续工序质量风险与清洁成本。
ST4 阶段的人工辅助上料与智能检测系统的信息交互,提高了异常处理的效率和准确性。当人工辅助上料过程中发现油箱存在明显外观缺陷或异常时,操作人员可以通过工位旁的 HMI 界面记录异常信息并上传至智能检测系统;智能检测系统在对该油箱进行检测时,会重点关注操作人员标记的异常区域,进行更细致的检测和分析。同时,智能检测系统发现的检测结果也会实时反馈给操作人员,若检测结果与操作人员标记的异常一致,系统会自动归类处理;若存在差异,会提示操作人员进行复核。这种信息交互机制,实现了人工经验与自动化检测的优势互补,提高了异常识别的准确性和处理效率,减少了不合格品的流出风险。
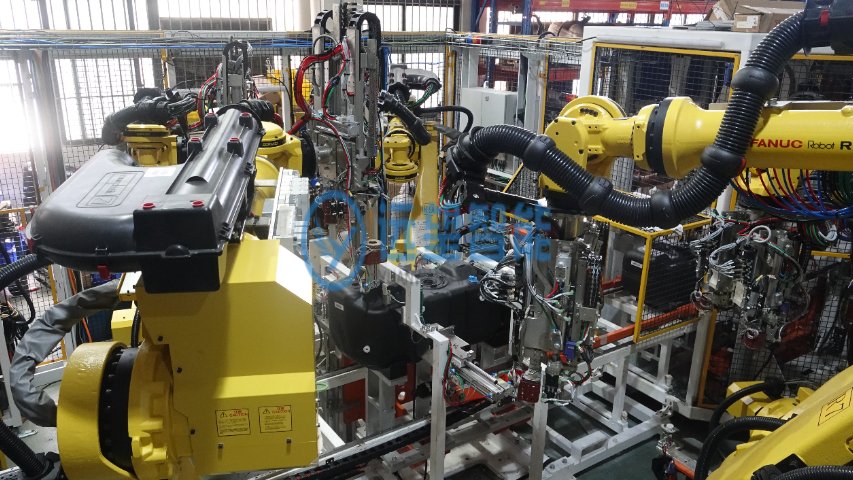
ST3 阶段是汽车油箱柔性生产线中焊接加工的关键环节,其先进的技术配置确保了焊接的高质量和稳定性。焊接机器人搭配六轴机器人智能分中系统,具备强大的自适应调节能力,能够根据实际情况自动调节焊接路径与参数,实现焊接基准的自标定与动态补偿。这一功能有效应对了生产过程中可能出现的各种偏差,保证了焊接位置的准确性和一致性。同时,该阶段还实现了同步在线过程监测,能够实时监控焊接过程中的各项参数,如电流、电压、温度等,一旦发现异常情况,可及时发出警报并采取相应措施,避免不合格产品的产生。通过优化节拍,ST3 阶段进一步提高了生产效率,使得整个生产线的运作更加流畅高效。HMI 参数模板调用缩短换型时间,提升操作效率。

ST4 阶段的共用热摸方式在降低设备成本的同时,也简化了生产管理流程。传统生产线为不同型号的油箱配备不同的热摸设备,不*增加了设备投资和占地面积,还需要复杂的设备管理和维护流程。共用热摸方式通过巧妙的机械设计和参数调节,使同一套热摸设备能够适应不同型号油箱的加工需求,减少了热摸设备的数量。这不*降低了设备采购和维护成本,还减少了设备更换和存储的管理工作量。同时,共用热摸方式使得换型过程中无需进行热摸设备的更换,只需要通过参数调整即可完成,很大程度上缩短了换型时间,提高了生产管理的效率和生产线的柔性。机器人自动防碰撞监测系统避免设备干涉,保障安全。中山汽车油箱生产线厂家供应
ST1 智能物流系统自动输送并夹紧油箱,实现无人上料。高效率汽车油箱生产线安装
ST3 阶段的动态补偿功能在应对油箱微小变形时展现出强大的适应性,保证了焊接质量的稳定性。在生产、运输或前序加工过程中,油箱可能会因受力、温度变化等因素产生微小的变形,这种变形若不加以补偿,会导致焊接位置偏移,影响焊接质量。动态补偿功能通过实时监测焊接过程中机器人与油箱的相对位置变化,识别油箱的变形情况,并根据变形量自动调整焊接路径和机器人姿态。例如,当检测到油箱某一区域存在微小凸起时,系统会控制机器人适当调整焊接角度和位置,确保焊枪始终对准正确的焊接位置。这种对微小变形的动态适应能力,使得生产线能够容忍一定程度的工件变形,提高了生产的容错性和产品质量的稳定性。高效率汽车油箱生产线安装