汽车油箱打孔焊接机的快速编程功能降低了新产品导入的技术门槛,缩短试制周期。传统设备编程需专业人员编写 G 代码,耗时且易出错,设备采用图形化编程软件,技术人员通过导入油箱 3D 模型,在界面上点击选择加工位置、设置工艺参数,系统自动生成加工程序,编程效率提升 60% 以上。软件内置工艺知识库,针对不同材质、孔型推荐合适相关参数,减少试错成本;支持程序仿真功能,虚拟模拟加工过程,提前发现刀具干涉或参数错误。快速编程使新产品从设计到量产的周期缩短至 3 - 5 天,帮助企业快速响应市场需求变化,抢占市场先机。智能化排产功能优化生产计划,提升设备利用率。广州小型油箱打孔焊接机推荐厂家

柔性夹具系统为汽车油箱打孔焊接机适应不同尺寸油箱的快速定位提供了保障,减少换型时间。夹具采用模块化组合设计,由多个可调节定位块、夹紧气缸组成,通过伺服电机驱动定位块移动,实现 X/Y/Z 三方向的位置调节,定位范围覆盖 300 - 1500mm。更换油箱型号时,设备根据预设参数自动调整各定位块位置,夹紧力可通过压力传感器精确控制(50 - 500N),避免过紧导致油箱变形。夹具表面采用聚氨酯材料包覆,防止划伤油箱表面;定位块配备耐磨衬套,延长使用寿命。柔性夹具使设备无需更换夹具本体即可适配不同油箱,换型定位时间缩短至 5 分钟以内,提升设备柔性化水平。中山全自动油箱打孔焊接机是什么智能诊断系统快速定位故障,减少维修时间。

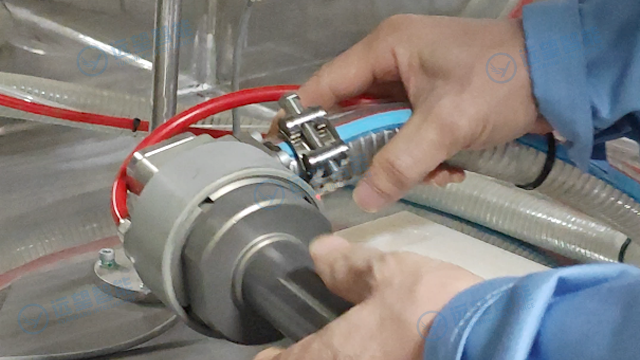
旋转磨擦焊接技术为汽车油箱打孔焊接机处理异种材料焊接提供了理想解决方案,尤其适用于油箱管路与本体的连接。油箱常需将金属管路与塑料或不同材质的金属本体连接,传统焊接易产生虚焊、脆化等问题,旋转磨擦焊接通过高速旋转(转速 1000 - 5000rpm)使接触面产生摩擦热,待材料达到塑性状态后停止旋转并施加轴向压力,形成固态连接。焊接过程无熔化相变,避免了气孔、裂纹等缺陷,接头强度可达母材强度的 85% 以上。设备配备扭矩传感器与位移监测系统,实时控制旋转速度与压力,确保焊接质量一致性。该技术尤其适用于铝合金油箱与不锈钢管路的连接,解决了异种材料焊接难题,拓展了油箱材质选择范围。
汽车油箱打孔焊接机的防错设计降低了生产过程中的人为与设备失误风险。设备配备产品身份识别系统,通过扫码读取油箱型号信息,自动调用对应加工程序,防止错用参数;加工前进行模具与程序的双重校验,确保模具型号与加工需求匹配。关键工序设置互锁机制,如未完成定位夹紧则无法启动打孔焊接,避免设备空运行或误加工。操作界面设置参数输入限制,超出安全范围的参数无法提交,并显示提示信息。防错设计还包括紧急停止按钮、安全光幕等硬件保护,当检测到危险情况立即停机,保护人员与设备安全,提升生产过程的可靠性。定制化模具系统支持快速换型,适应多品种生产。

冲孔功能为汽车油箱打孔焊接机提供了灵活的孔型加工能力,满足油箱多样化的开孔需求。油箱需开设加油口、检测孔、安装孔等不同类型的孔位,孔型包括圆形、方形、腰形等,冲孔功能通过定制模具与液压驱动系统,可一次性完成复杂孔型加工。设备的冲孔模具采用分体式设计,凹模与凸模经热处理硬化处理,表面镀层减少摩擦磨损,使用寿命达 10 万次以上。冲孔过程中,液压系统提供稳定压力(通常 5 - 30MPa),确保孔边缘无毛刺、无变形,孔位尺寸公差控制在 ±0.1mm。针对批量生产中的孔位一致性要求,设备配备自动校准功能,每加工 500 件自动检测模具定位精度并修正偏差,保障批量产品的孔位质量稳定性。人机协作功能平衡自动化效率与生产灵活性。稳定油箱打孔焊接机共同合作
旋转磨擦焊接技术实现异种材料稳固连接。广州小型油箱打孔焊接机推荐厂家
汽车油箱打孔焊接机的抗干扰设计确保设备在复杂电网与电磁环境中稳定运行,减少信号干扰。设备配备隔离变压器与滤波器,抑制电网电压波动与谐波干扰,确保供电稳定;电气柜内部采用分区布线,强电与弱电线路分开布置,减少电磁耦合干扰;敏感部件如传感器、控制系统采用金属屏蔽罩,降低外部电磁辐射影响。软件系统采用数字滤波与冗余校验技术,确保数据传输与处理的准确性。抗干扰设计使设备能在车间强电磁环境(如附近有焊接机器人、大型电机)中正常运行,避免因干扰导致的误动作或数据错误。广州小型油箱打孔焊接机推荐厂家