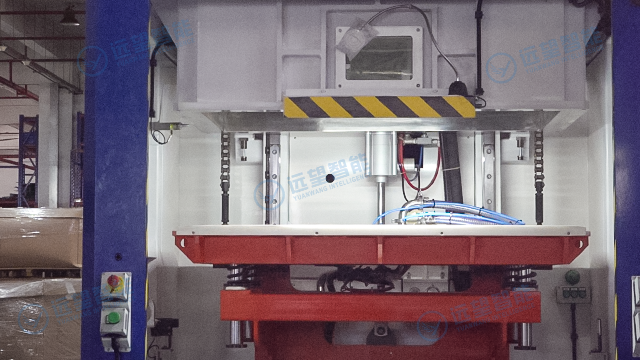
包覆设备的工模快速更换系统通过 “预调试 + 离线准备” 模式,进一步缩短多车型生产的换型时间,提升设备利用率。系统配备单独的模具预调试工位,操作人员可在设备正常生产时,在预调试工位完成新模具的安装、参数设置与试包覆,待当前车型生产完成后,直接将预调试好的模具转运至设备换模工位,实现 “零停机换型”。预调试工位配备与主设备一致的真空系统、红外加热模块与冷却系统,可模拟主设备的实际生产工况,确保模具参数调试准确。例如某汽车工厂生产 A 车型门板时,操作人员在预调试工位完成 B 车型门板模具的参数设置(真空度 - 0.09MPa、红外温度 88℃、冷却时间 28 秒),并进行 2 次试包覆确认质量;A 车型生产结束后,主设备只需 5 分钟完成 A 模具拆卸与 B 模具安装,且无需重新调试参数,直接启动生产。该模式使换型过程中的设备停机时间从 5 分钟进一步缩短至 1 分钟以内,设备日均有效生产时间增加 2 小时,年产能提升约 1.5 万件。包覆设备通冷水流量平衡阀,流速偏差≤±1L/min,冷却均匀。惠州包覆设备生产商

包覆设备的工模快速更换系统采用 “标准化操作流程(SOP)”,规范操作人员的换模动作,减少人为失误导致的换模时间延长。SOP 详细规定了换模的每一个步骤:1. 确认当前生产完成,设备处于待机状态;2. 启动换模程序,设备自动松开模具夹爪;3. 通过导轨将旧模具移出至存储架;4. 将新模具从存储架推送至换模工位;5. 设备自动夹紧模具,读取 RFID 参数;6. 检查模具定位与水路连接;7. 启动试包覆,确认质量;8. 进入批量生产。每个步骤都明确了操作时间(如步骤 3 规定 50 秒内完成)与质量要求(如步骤 6 要求定位销完全插入),操作人员严格按照 SOP 执行,换模时间的波动范围从 ±1 分钟缩小至 ±10 秒。SOP 还配备图文并茂的操作指南,新操作人员经过 1 天培训即可熟练掌握换模操作,操作失误率从 10% 降至 1% 以下,进一步提升换模效率与质量。深圳包覆设备厂家包覆设备红外调动低温环境预热模具,40-50℃确保胶水活化效率。

包覆设备的工模快速更换系统集成 “模具存储管理” 软件,实现模具的数字化管理,提升模具调度效率。软件记录每一套模具的基本信息(如模具编号、适配车型、生产数量、维护记录),实时显示模具的存储位置(如存储架编号、层位)与状态(如在库、在机、维护中),操作人员可通过软件快速查询所需模具的位置,减少模具寻找时间(从 15 分钟缩短至 2 分钟)。软件还具备模具调度优化功能,根据生产计划自动生成模具使用顺序,例如根据订单优先级,先调度 A 车型模具,再调度 B 车型模具,避免模具频繁搬运。此外,软件还能统计每套模具的使用频率与使用寿命,当模具接近使用寿命(如剩余 1000 件生产次数)时,自动提示提前准备备用模具,避免因模具损坏导致的生产中断。模具存储管理软件使模具管理的效率提升 60%,减少因模具调度不当导致的设备停机时间(从每月 8 小时缩短至 2 小时)。
包覆设备的真空表皮吸附系统采用 “防堵塞自清洁” 设计,减少因吸附孔堵塞导致的包覆缺陷,降低维护工作量。系统在每个负压区域的真空管路中安装自动清洁阀(每区域 1 个),每生产 100 件产品自动启动清洁程序:先关闭该区域的真空阀,再向管路内通入 0.5MPa 的压缩空气(持续 2 秒),利用高压气流吹除吸附孔与管路内的表皮碎屑、胶水残渣;清洁完成后重新开启真空阀,恢复正常吸附。针对易堵塞的模具边缘吸附孔(因边缘翻折时表皮碎屑易堆积),系统还在模具边缘设计了可拆卸的过滤筛网(孔径 0.3mm),筛网每运行 200 件产品可拆下来清洗,清洗时间只需 5 分钟。防堵塞自清洁设计使吸附孔堵塞率从传统的 15% 降至 2% 以下,减少因堵塞导致的气泡、褶皱等缺陷(缺陷率从 5% 降至 0.5%),同时减少人工清洁模具的频率(从每天 2 次降至每 3 天 1 次),降低操作人员的维护工作量。包覆设备真空吸附阶梯式曲面分段控压,5 秒一阶段确保贴合。

包覆设备的真空表皮吸附系统针对汽车内饰件的 “软质发泡表皮”(如海绵发泡表皮),采用 “低压慢吸” 技术,避免表皮过度压缩导致的厚度损失。软质发泡表皮的压缩率高(如压力 0.05MPa 时压缩率达 30%),传统高压快速吸附易导致表皮厚度损失(从 10mm 降至 7mm),影响内饰件的触感与隔音性能。系统采用低压慢吸模式:初始真空度设为 - 0.05MPa,缓慢提升至 - 0.085MPa(提升速率 0.005MPa / 秒),吸附时间延长至 20 秒,给发泡表皮足够的时间排出空气,同时避免过度压缩。在包覆 10mm 厚的海绵发泡门板表皮时,传统吸附导致的厚度损失达 3mm,采用低压慢吸后,厚度损失控制在 1mm 以内,表皮的触感与隔音性能完好。此外,系统还在模具表面铺设柔性缓冲层(厚度 2mm 的硅胶垫),进一步分散吸附压力,减少表皮局部压缩,确保表皮厚度均匀(厚度偏差≤0.5mm)。包覆设备真空吸附监测表皮张力,超阈值时降低对应区域负压。惠州包覆设备生产商
包覆设备真空吸附预设材质张力阈值,选表皮类型自动加载参数。惠州包覆设备生产商
包覆设备的红外调动胶水功能通过 “双波段红外协同加热” 技术,适配不同类型的热熔胶与表皮组合,提升汽车内饰件的粘结适用性。系统同时采用 1.2μm 短波红外与 1.8μm 长波红外加热管,短波红外穿透力强,可快速加热基材表面的胶水;长波红外加热均匀,能避免表皮局部过热。针对不同胶水类型,系统可调整双波段红外的功率配比:例如调动 EVA 热熔胶时,短波红外功率占比 60%(快速升温至 85℃),长波红外占比 40%(维持温度稳定);调动 PU 热熔胶时,短波红外占比 40%(避免胶水碳化),长波红外占比 60%(确保胶水充分活化)。在仪表板饰件包覆中,若表皮为带纹理的 PU 材料(纹理深度 0.1-0.2mm),长波红外可使表皮表面温度均匀升高,避免纹理因局部过热变形;短波红外则穿透表皮调动下方的胶水,形成 “表皮无损、胶水充分活化” 的理想效果。双波段协同加热使胶水活化效率提升 25%,粘结面温度均匀性控制在 ±3℃以内,大幅降低因胶水活化不均导致的剥离力波动,使同批次产品的剥离力偏差≤0.5N/25mm。惠州包覆设备生产商