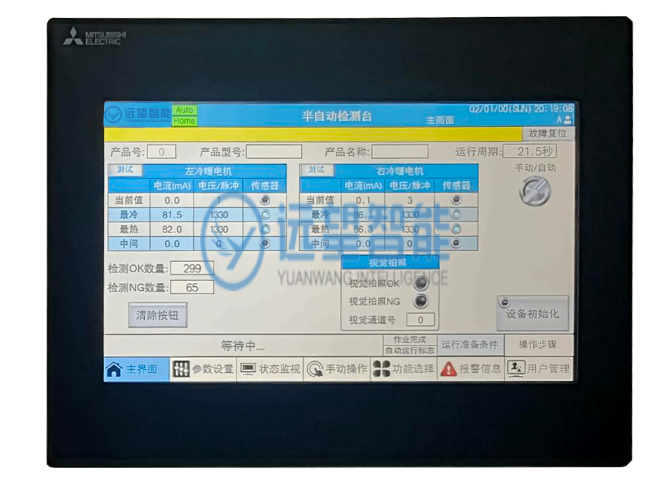
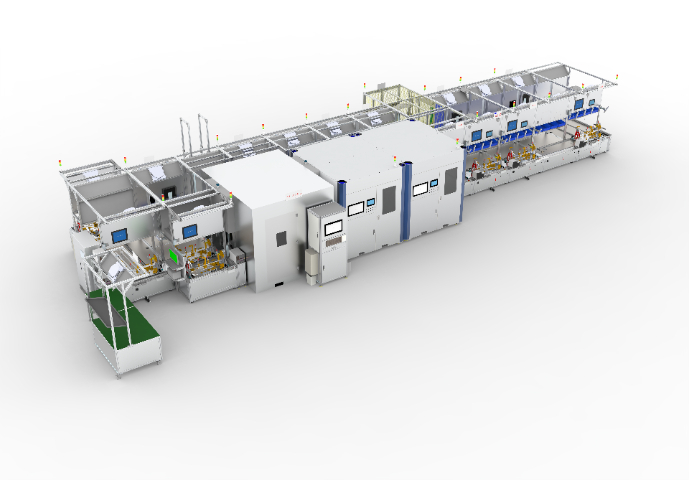
ST4 阶段作为汽车油箱柔性生产线结束前的一道环节,集多种先进技术于一体,确保了产品的质量和生产的高效性。人工辅助上料在此阶段为生产提供了必要的补充,与自动化设备形成了良好的协作。机器人采取共用热摸方式和智能快换系统,实现了版本的秒级切换,能够快速适应不同型号油箱的加工需求,极大地增强了生产线的柔性。集成的智能检测系统能够对加工完成的油箱进行整体检测,并自动分拣良品和不良品,同时完成装箱操作,整个过程达成了≤60 秒 / 件的高速节拍,显著提高了生产效率。此外,机器人搭配的高精度 3D 视觉系统实时定位,精度达到亚毫米级,确保了检测和分拣的准确性,为产品质量把好了一道关。ST4 装箱过程视觉引导避免油箱碰撞与挤压。上海小型汽车油箱生产线制造

ST2 阶段的同步移栽技术是汽车油箱柔性生产线提高生产效率的关键因素之一。该技术能够在极短的时间内,将 ST1 阶段加工完成的油箱快速、平稳地传送至 ST2 阶段的待加工点位,整个过程只需 3 秒。同步移栽技术采用了高精度的机械传动和控制系统,确保了油箱在传送过程中的位置准确性和稳定性,避免了因传送不当而导致的加工误差。快速的传送速度缩短了工序之间的转换时间,提高了生产线的整体生产节拍,使生产线能够在单位时间内加工更多的产品,提升了生产效率。扬州自动化汽车油箱生产线ST4 视觉与检测系统融合提升质量判定准确性。

设备三重安全防护措施的层级防护设计,为汽车油箱柔性生产线构建了安全屏障。安全光栅作为首先的一道防线,安装在各工位的危险区域边界,形成无形的红外防护网,一旦有人或物体闯入,立即触发设备停机;安全门作为第二道防线,采用机械联锁装置,只有在安全门关闭且锁定的情况下,设备才能启动运行,开门时设备立即停止,防止人员在设备运行时进入危险区域;警示灯作为第三道防线,通过红、黄、绿三种颜色分别指示设备的故障、预警和正常运行状态,时刻提醒操作人员注意设备状态,及时处理异常情况。这种层级防护设计,层层递进,相互补充,确保了在不同情况下都能有效保障人员和设备的安全。
安全门的机械联锁与电气控制结合设计,增强了汽车油箱柔性生产线危险区域防护的可靠性。安全门配备了坚固的机械锁闭装置,确保在设备运行时安全门无法被打开;同时,机械联锁装置与电气控制系统相连,当安全门被打开或未完全关闭时,电气控制系统会切断设备的动力电源,使设备无法启动或立即停止运行。这种机械与电气相结合的设计,形成了双重安全保障,避免了单一防护方式可能出现的失效风险。此外,安全门还安装了观察窗,操作人员可以在安全的情况下观察设备内部的运行状态,既保证了安全,又不影响生产监控。快速换型能力帮助企业快速响应市场需求变化。
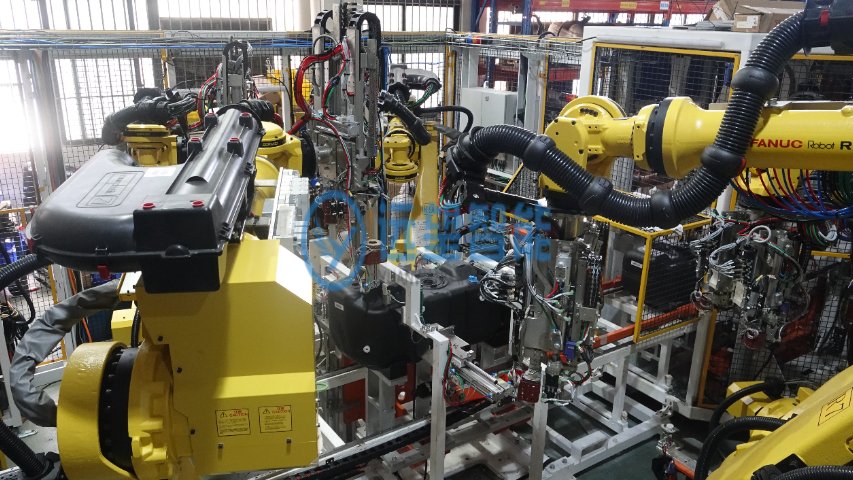
ST2 阶段的精密焊接工艺在汽车油箱柔性生产线中对油箱的质量起着决定性作用。焊接机器人采用了先进的焊接技术和参数控制方法,能够实现油箱各部件之间的精密连接。在焊接过程中,机器人能够精确控制焊接电流、电压、焊接速度等参数,确保焊缝的强度、密封性和外观质量都达到高标准要求。精密焊接不仅保证了油箱的结构稳定性,防止了燃油泄漏等安全隐患,还提高了油箱的使用寿命。通过严格的焊接工艺控制,ST2 阶段为油箱的整体质量提供了可靠的保障,满足了新能源汽车对燃油箱的高性能要求。泵口温度异常时系统联动调整各工位加工参数。上海快速汽车油箱生产线源头厂家
ST2 同步移栽技术 3 秒内将油箱传送至待加工点位。上海小型汽车油箱生产线制造
ST3 阶段的焊接基准自标定功能与六轴机器人智能分中系统的结合,进一步提升了汽车油箱柔性生产线焊接加工的精度和一致性。智能分中系统通过对油箱的精确测量确定初始基准,而自标定功能则定期对这一基准进行校准。在生产过程中,系统会根据设定的周期或加工一定数量的产品后,自动启动自标定程序:六轴机器人带动测量装置对标准工件或特定基准点进行测量,将测量结果与理论基准进行对比,计算偏差并自动修正焊接基准参数。这种定期自标定与智能分中系统实时定位的结合,有效消除了设备长期运行带来的基准漂移,确保了每一件产品的焊接基准都处于稳定状态,提高了焊接质量的一致性和稳定性。上海小型汽车油箱生产线制造