直线滑轨的发展轨迹与工业技术的革新紧密相连。早期的直线运动主要依赖简单的滑动导轨,其通过金属表面直接接触实现运动,但这种方式存在摩擦力大、磨损严重、精度难以保证等问题,极大限制了设备的性能提升。随着工业**的推进,滚动轴承技术的成熟为直线滑轨的发展带来转机。20 世纪中叶,滚动式直线滑轨应运而生,通过在导轨与滑块之间引入滚珠或滚柱,将滑动摩擦转化为滚动摩擦,***降低了运动阻力,提高了运动精度和使用寿命,标志着直线滑轨进入了一个新的发展阶段。 润滑维护便捷,支持自动或手动润滑方式,保障长期稳定运行。黄浦区梯形丝杆直线滑轨通配上银
摩擦系数是衡量线性滑轨摩擦性能的重要参数,分为动摩擦系数和静摩擦系数。线性滑轨的摩擦系数通常较小,一般在 0.001-0.005 之间,远低于滑动摩擦系数(通常为 0.1-0.5),这也是其能够实现低摩擦运动的关键。定位精度定位精度是指滑块在导轨上实际移动位置与指令位置之间的偏差,单位为 μm。线性滑轨的定位精度主要取决于导轨的加工精度、滚动元件的精度以及安装调试的质量。高精度的线性滑轨定位精度可以达到 ±1μm 甚至更高,满足精密加工和测量设备的需求。行走平行度行走平行度是指滑块在导轨上移动时,滑块上表面与导轨基准面之间的平行度误差,单位为 μm/m。它反映了滑轨在长度方向上的直线度和安装精度,对设备的运动平稳性和加工精度有较大影响。比较大速度和加速度比较大速度是指滑块在导轨上能够达到的比较高运行速度,单位为 m/s;比较大加速度是指滑块速度变化的快慢,单位为 m/s²。这两个参数与滑轨的摩擦性能、电机功率、负载大小等因素有关,在高速自动化设备中尤为重要。长沙铝模组直线滑轨运动可通过轨道埋头孔和滑块螺纹孔安装,适配不同的安装布局需求。

1. 导轨滚道磨削工艺滚道的形状精度直接影响运动精度,采用数控成形磨床进行磨削,通过金刚石砂轮与在线测量系统配合,使滚道圆弧半径误差控制在 0.001mm 以内,表面粗糙度达 Ra0.1μm。THK 的超精密导轨采用 “多段磨削 + 在线补偿” 技术,行走平行度可达到 0.002mm/1000mm。2. 滑块一体化加工工艺**滑块采用五轴加工中心进行一体化加工,一次装夹完成滚道、安装孔与密封槽的加工,保证各部位形位公差≤0.003mm。南京工艺装备通过自主研发的 “镜像磨削技术”,使滑块两端面平行度误差小于 0.001mm,提升了装配精度。3. 滚动体精密研磨工艺滚珠需经过 “冷镦 - 光球 - 热处理 - 硬磨 - 精研” 五道工序,精研阶段采用铸铁研磨盘与研磨剂,使圆度误差≤0.0005mm,表面粗糙度达 Ra0.01μm;滚柱则采用双端面研磨与外圆无心磨,保证圆柱度误差≤0.001mm。4. 装配与预紧调节工艺装配采用恒温洁净车间(温度 20±0.5℃,湿度 45%-65%),通过**工具调整滑块与导轨的配合间隙,实现预紧力的精确控制。预紧等级通常分为 C0(无预紧)、C1、C2、C3 四级,C3 级预紧可使导轨刚性提升 50%,适用于重载精密设备。
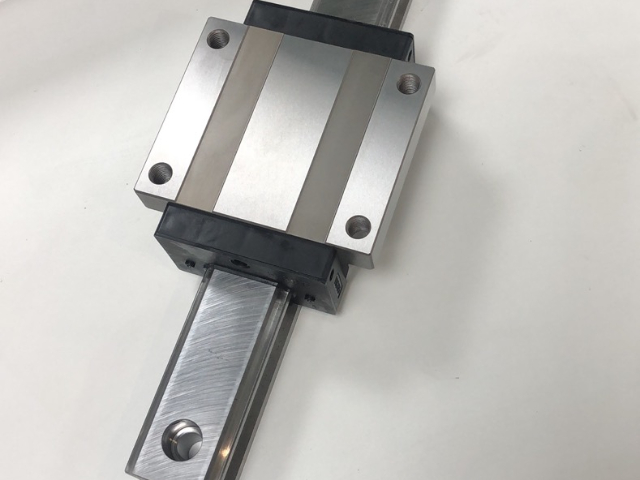
滑块是直线导轨中直接与运动部件相连的部分,它承载着工作负载,并在导轨上进行直线运动。滑块的结构设计对于直线导轨的性能起着至关重要的作用。通常,滑块内部设有多个安装钢珠的沟槽,这些沟槽的形状和尺寸经过精确设计,以确保钢珠能够在其中顺畅滚动,并均匀地承受来自各个方向的负载。此外,滑块还配备了保持器,用于固定钢珠的位置,防止钢珠在运动过程中脱落,同时保证钢珠之间的间距均匀,从而提高直线导轨的运动精度和稳定性。导轨是直线导轨的基础支撑部件,它固定在设备的机架或床身上,为滑块提供精确的运动导向。导轨通常采用质量的钢材制成,并经过严格的加工工艺,如淬火、磨削等,以确保其表面硬度和精度。导轨的表面通常加工有与滑块相匹配的沟槽,这些沟槽的形状和精度直接影响着直线导轨的运动性能。常见的导轨沟槽形状有哥特式(尖拱式)和圆弧形两种。哥特式沟槽的形状是半圆的延伸,其接触点为顶点,这种形状能够使钢珠与导轨之间形成良好的接触,提高导轨的承载能力和运动精度。圆弧形沟槽则具有更好的耐磨性和抗冲击性能,能够适应较为恶劣的工作环境。 预紧方式多样,可根据需求选择单螺钉、双螺钉预紧或过盈配合等方式。

在工业设备的传动系统里,直线滑轨是保障部件平稳移动的 “隐形轨道”,它承载着运动部件的重量,引导其沿固定方向精细位移,从自动化生产线的物料输送,到激光加工设备的光束定位,再到家电抽屉的顺畅推拉,直线滑轨以其可靠的性能,成为连接机械结构与运动需求的关键组件,默默支撑着工业生产与日常生活的高效运转。直线滑轨,又称线性滑轨,是通过滑动或滚动方式实现部件直线运动的机械元件,**作用是降低运动摩擦、提升传动稳定性。很多人会将其与直线导轨混淆,实则二者定位不同:直线导轨更侧重 “高精度导向”,常用于对定位误差要求严苛的精密设备;而直线滑轨更注重 “承载与实用性”,结构设计更适配中低精度、大负载的通用场景,在普通工业设备与民用产品中应用更***。其发展源于传统滑动轨道的升级,早期滑轨因摩擦系数大、易磨损,使用寿命短,随着表面处理技术(如硬铬镀层、耐磨涂层)与结构优化,现代直线滑轨已能适应潮湿、粉尘等多种复杂环境。滚柱型直线滑轨因线接触,承载能力比同规格滚珠型高 2-3 倍,适合重载场景。江西T型丝杆直线滑轨价格
直线滑轨由导轨、滑块、滚动体、保持架组成,各部件协同实现高精度直线往复运动。黄浦区梯形丝杆直线滑轨通配上银
线性滑轨的滚动体和滚道通常采用高硬度、高耐磨性的材料制造,如前面提到的 GCr15 轴承钢。同时,为了进一步提高表面耐磨性,会对材料进行多种表面处理工艺。例如,通过淬火和回火处理,使材料表面形成坚硬的马氏体组织,提高硬度和耐磨性。此外,还可以采用渗碳、氮化等化学热处理方法,在材料表面形成一层高硬度的渗碳层或氮化层,显著提高表面的耐磨性能。在一些特殊应用场合,还会采用镀铬、镀镍等表面涂层技术,增强表面的抗腐蚀和耐磨能力。黄浦区梯形丝杆直线滑轨通配上银