直线导轨的高精度源于其精密的制造工艺和严谨的装配流程。在导轨的加工过程中,采用先进的研磨技术、高精度的数控加工设备,使得导轨的直线度、平面度等几何公差达到极小值。例如,在一些**数控机床的直线导轨制造中,导轨的直线度误差可控制在每米不超过 5 微米。而滑块与导轨之间的精密配合,以及滚动体的均匀分布,进一步保障了运动部件在运行过程中的精确导向,无论是微小的进给运动还是长距离的快速移动,都能维持极高的精度,满足诸如精密模具加工、光学镜片研磨等对尺寸精度要求苛刻的应用场景。模块化结构便于后期维护检修,降低设备运维成本与停机时间。张家界工业直线滑轨方案设计

根据负载情况,计算滑块所承受的实际载荷。对于不同方向的载荷,需要进行合成计算。例如,当滑块同时承受径向载荷和轴向载荷时,需要将它们转换为等效的径向载荷或轴向载荷,以便与滑轨的额定载荷进行比较。确定额定动载荷根据计算得到的实际载荷和预期寿命,利用寿命计算公式计算所需的额定动载荷。寿命计算公式通常为:L10 = (C / P)³ × 10⁶,其中 L10 为额定寿命(单位为 m),C 为额定动载荷(单位为 N),P 为实际载荷(单位为 N)。在计算时,还需要考虑载荷系数、温度系数等修正系数。张家界工业直线滑轨方案设计轨道长度可按需定制,满足不同设备的行程需求。

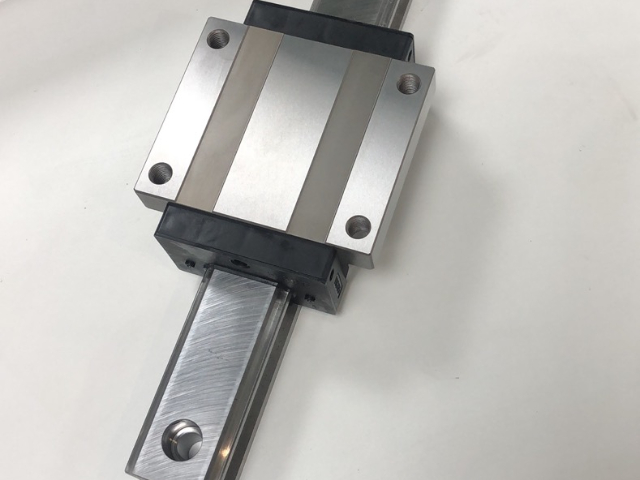
滚动体是直线导轨实现低摩擦、高精度运动的关键部件。在大多数直线导轨中,常用的滚动体为钢珠,因为钢珠具有良好的滚动性能和较高的硬度,能够在承受较大负载的同时保持较低的摩擦系数。钢珠的直径和数量根据直线导轨的规格和负载要求进行合理选择,一般来说,直径较大的钢珠能够承受更大的负载,但运动灵活性相对较差;而直径较小的钢珠则具有更好的运动灵活性,但承载能力相对较弱。此外,在一些重载或高精度要求的场合,也会采用滚柱作为滚动体。滚柱与导轨的接触面积较大,能够承受更大的负载和力矩,适用于对刚性和精度要求极高的应用场景。
线性滑轨的滚动摩擦特性使其能够实现高速运行。低摩擦系数减少了运动阻力,使滑块在较小驱动力下即可快速移动。此外,滚动体与滚道的高精度加工以及良好的润滑条件,进一步降低了运行阻力,提高了运动效率。为满足更高的速度要求,一些**线性滑轨采用了特殊的设计,如优化滚道曲线以减少滚动体的离心力,采用轻质材料制造滑块以降低运动惯性等。在电子制造设备中,线性滑轨的高速性能可使设备实现快速的物料搬运和定位,**提高了生产效率。线速度高可达 5m/s,能满足高速自动化设备的运动需求。

在数控机床领域,线性滑轨的高精度与高刚性是实现精密加工的**要素。数控机床通过刀具与工件精确相对运动完成加工任务,线性滑轨精细控制刀具与工件运动轨迹。以加工航空发动机叶片为例,叶片形状复杂、精度要求极高,加工误差需控制在微米级甚至更低。线性滑轨确保刀具在高速切削时稳定、精细移动,保证叶片轮廓精度与表面质量,满足航空航天领域对零部件超精密加工的严苛要求。同时,线性滑轨高承载能力满足数控机床重切削时负载需求,提高加工效率与刀具寿命,降低生产成本。 润滑维护便捷,支持自动或手动润滑方式,保障长期稳定运行。嘉兴上银模组直线滑轨方案设计
除滚珠型外,还有滚柱、滚针等类型,适配不同负载与精度场景。张家界工业直线滑轨方案设计
工业**初期,机械运动主要依赖滑动导引 —— 通过金属接触面的直接摩擦实现运动。例如,19 世纪的蒸汽机活塞运动采用铸铁导轨,依靠油脂润滑减少摩擦。这种结构的摩擦系数高达 0.1-0.3,且存在 “静摩擦大于动摩擦” 的缺陷,易出现 “爬行现象”(运动时的顿挫),定位精度*能达到毫米级。此外,滑动导引的磨损速度快,需频繁更换部件,在批量生产中难以保证一致性。这一时期的典型应用是早期车床,其刀架沿导轨的进给精度完全依赖工匠对导轨平面度的手工研磨。直到 20 世纪初,滚珠轴承技术的成熟为线性滑轨的诞生埋下伏笔 —— 人们发现,滚动摩擦可***降低能量损耗。张家界工业直线滑轨方案设计