导轨体与滚动体主要采用高碳铬轴承钢(SUJ2),其含碳量 0.95%-1.10%、含铬量 1.30%-1.60%,经淬火(830-860℃)与低温回火(150-200℃)处理后,表面硬度可达 HRC58-62,冲击韧性≥2.5J/cm²。为提升耐腐蚀性能,部分产品采用不锈钢(如 SUS440C),通过固溶处理与时效硬化,在保持硬度的同时实现防锈功能,适用于医疗与食品行业。滑块本体多采用球墨铸铁(FCD450)或铝合金(6061-T6),球墨铸铁通过等温淬火提升强度,铝合金则通过阳极氧化处理增强耐磨性。保持器材料以聚甲醛(POM)为主,其摩擦系数低(0.04-0.06)、耐疲劳性好,可在 - 40℃至 100℃范围内稳定工作;**产品则采用聚醚醚酮(PEEK),耐温可达 260℃,适配高温工况。直线滑轨行业不断发展,厂商通过优化滑轨截面设计,提升其整体性能和使用寿命。安阳上银滑块直线滑轨互惠互利

尺寸精度检测:采用高精度的测量仪器,如三坐标测量仪、圆度仪、轮廓仪等,对直线滑轨的尺寸精度进行***检测。检测内容包括导轨的直线度、平行度、垂直度、滚道的形状精度以及滑块的尺寸精度等,确保滑轨的各项尺寸符合设计标准。表面质量检测:通过显微镜、表面粗糙度仪等设备,对直线滑轨的表面质量进行检测。检测项目包括表面粗糙度、微观裂纹、划痕、杂质等,确保滑轨表面光滑、无缺陷,满足使用要求。性能测试:对装配好的直线滑轨进行性能测试,包括负载试验、寿命试验、速度试验、精度测试等。通过模拟实际工作工况,对滑轨的各项性能指标进行验证,确保其能够在不同条件下稳定运行。同时,对测试数据进行分析和处理,为产品的优化和改进提供依据。奉贤区T型丝杆直线滑轨重量轨道采用高强度钢材经精密磨削制成,确保高直线度与表面硬度。

传统滑动导引在运行过程中,由于导轨与滑块之间的接触面较大,且容易受到油膜逆流及润滑不充分等因素的影响,导致平台运动精度不良和轨道接触面磨损较快。随着运行时间的增加,导轨的磨损会逐渐加剧,从而导致设备的精度下降,需要频繁进行维护和修复。而直线导轨的滚动导引方式使得滚动体与导轨和滑块之间的接触面积较小,磨耗极小。同时,直线导轨的结构设计和制造工艺能够保证其在长期运行过程中保持较高的精度稳定性。即使在长时间、高负载的工作条件下,直线导轨的精度下降也非常缓慢,能够确保机台长期稳定运行,**降低了设备的维护成本和停机时间。
矩形线性滑轨矩形线性滑轨的导轨截面为矩形,结构简单,制造方便,承载能力大,应用***。它可以承受垂直和水平方向的载荷,导向精度较高,适用于各种通用机械和设备。三角形线性滑轨三角形线性滑轨的导轨截面为三角形,具有良好的导向性和自动调心能力。由于三角形导轨的两个斜面可以形成楔形作用,能够自动补偿磨损,保持导向精度。三角形线性滑轨适用于对导向精度要求较高的场合,如精密磨床、坐标镗床等。燕尾形线性滑轨燕尾形线性滑轨的导轨截面为燕尾形,结构紧凑,能够承受较大的倾覆力矩,导向精度也较高。但燕尾形滑轨的制造和安装调整较为复杂,摩擦系数相对较大,适用于轻载、导向精度要求较高的场合,如工具显微镜、小型精密机床等。直线滑轨传动效率高,滚珠型效率达 95% 以上,远优于滑动导轨,节能效果。

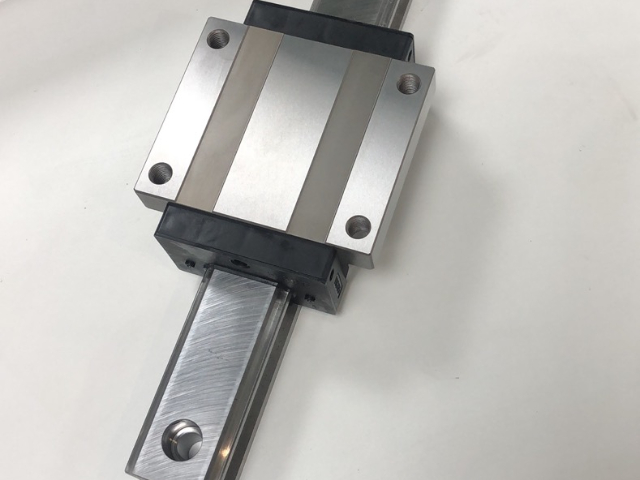
直线滑轨的**工作原理基于滚动摩擦机制。以滚珠直线滑轨为例,其主要由导轨、滑块、滚珠、保持架和端盖等部件构成。导轨表面加工有高精度的滚道,滑块内部则设计有与之匹配的沟槽,滚珠在滚道和沟槽之间循环滚动,形成滚动摩擦副。当滑块在导轨上运动时,滚珠在保持架的引导下,沿着导轨和滑块的滚道持续滚动,实现滑块的直线运动。这种滚动摩擦方式相较于传统的滑动摩擦,具有***优势。滚动摩擦系数可降低至 0.002 - 0.005,*为滑动摩擦的几十分之一,**减少了运动阻力,提高了运动效率。同时,滚珠与滚道之间的点接触或线接触形式,能够有效分散负载,提升滑轨的承载能力和刚性。为实现滚珠的循环运动,直线滑轨通常采用内循环或外循环结构。内循环滑轨通过滑块内部的返向器引导滚珠循环,结构紧凑,运动平稳性好;外循环滑轨则借助外接导管实现滚珠循环,适用于大负载、长行程的工况。结构紧凑,占用空间小,适合安装空间受限的工业设备场景。崇明区国产直线滑轨设备制造
寿命计算采用 L10 公式,90% 可靠度下可实现长周期稳定运行。安阳上银滑块直线滑轨互惠互利
在进行加工之前,原材料需要进行一系列的预处理工艺。首先是锻造,通过锻造可以改善钢材的内部组织结构,使其更加致密,提高材料的强度和韧性。锻造后的钢材还需要进行退火处理,消除锻造过程中产生的内应力,降低材料的硬度,便于后续的机械加工。此外,为了保证原材料的表面质量,还需要进行表面清理和脱脂处理,去除表面的氧化皮、油污等杂质,为后续的加工工序提供良好的基础。导轨和滑块的加工精度直接影响线性滑轨的性能。导轨的加工通常采用车削、磨削和研磨等工艺。车削用于初步成型导轨的外形,然后通过磨削工艺提高导轨表面的平整度和尺寸精度,***采用研磨工艺进一步降低表面粗糙度,提高导轨的直线度。 安阳上银滑块直线滑轨互惠互利