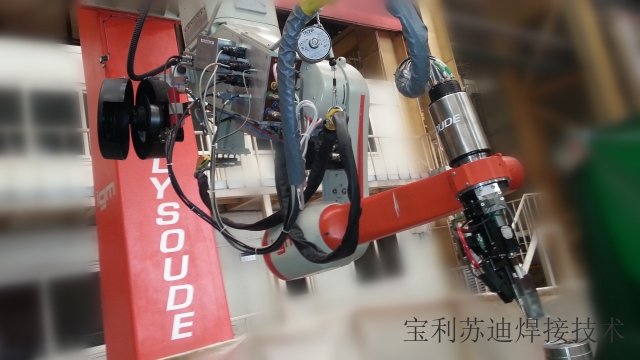
宝利苏迪定子屏蔽套环缝焊接机器人成套设备中,焊接机头是焊接动作的执行机构,可实现焊枪上下位移、焊枪角度调整、送丝等功能动作,主要结构由以下几个部分组成:焊枪、AVC滑块机构、送丝机构、电缆接口集成。焊枪为直式水冷自动TIG焊枪,焊枪采用循环水冷却,若水冷系统发生故障,设备具有报警功能。焊枪配有送丝支架,焊丝位置可通过送丝两坐标装置进行调整。AVC滑块是电弧电压自动控制功能的执行机构,在非焊接时可实现焊枪位置在焊缝高度方向的精细调整,焊接时保持焊接弧长一致。宝利苏迪自动氩弧焊接机器人系统送丝机构包括送丝驱动马达,送丝导管,导丝嘴,以及两轴焊丝位置调节机构。中国香港定子屏蔽套环缝焊接机器人堆焊设备

宝利苏迪机器人焊接电源PC600-3控制系统包括微处理器、6轴控制模块,控制柜,各种控制接口,内置标准程序和操作系统,PC电脑接口和打印机接口等,支持键盘鼠标或触摸屏操作。通过控制面板和PC电脑,成套焊接设备的控制系统能够对所有参数和动作进行编程控制,实时监控和编程范围内的超驰控制。通过POLYSOUDE开发的软件进行焊接程序的编制。界面友好,可面对客户的特殊需要进行专门的设定,可以进行多种语言界面的相互切换,支持所有编辑、拷贝、重命名、删除、打印等常见命令,可转存到硬盘、软盘,USB内存等存储介质。甘肃管板机器人设备制造商宝利苏迪管板堆焊机器人设备采用工件回转的方式进行双钨极热丝氩弧堆焊,堆焊材料可为不锈钢或镍基合金。

宝利苏迪数控搬运机器人末端夹持机构具有耐磨特性,具有合适的夹持尺寸,既能满足减少夹持机构更换的次数以提高工作效率,同时也能防止长时间使用后抓取管件掉落,倾斜和晃动的情况发生。机器人底座需布置位于短管上料托架附件,用于支撑机器人固定,设计尺寸和功能可满足稳定、安全地支撑机器人固定且保证机器人在运动、安装和更换末端夹持机构、抓取和搬运短管等动作时可达性良好且不予周边部件发生干涉。短管抓取视觉定位器作为机器人的眼睛,对短管在小车运送托盘上的摆放信息进行精细识别,以便帮助机器人在抓取工件前进行精细定位。当机器人将目标短管送达上料托架后,设备通过短管自动送进装置将短管平稳、快速、准确送进焊机卡盘,完成短管的完整上料进程。
宝利苏迪提供自动焊接机器人设备用于主管道生产线配套建设,设备安装于主管道专业生产线的产品焊接区。机器人行走机构用于机器人的行走,保证机器人夹持焊枪的运动范围满足主管道接管嘴的可达性。机构包括直线轨道、底座等。机器手操作架由横梁、立柱、台车、行走机构、旋转机构等组成,可实现机械手在左右,上下,旋转轴的整体移动及联动,满足焊接的可达性需求。横梁安装在立柱上,其上安装有机械手,可在立柱上进行上下升降。立柱可旋转。焊接机械手包括机器手本体,机器手控制系统,示教器等,机器手安装在操作架横梁上,夹持焊枪完成焊枪的定位,对中及焊接。宝利苏迪机器人焊接机头安装于机器人端部,由焊枪,送丝机构,焊枪接口板,线束等构成。
宝利苏迪管板机器人焊接系统可实现参数设置后的全自动焊接,正常工作时全程无人看管。操作界面能便捷快速地实现焊接顺序的自定义,便于控制焊接质量和变形。设备具备较大的容错能力。焊后表面无未焊透,未熔合,气孔,裂纹等超标缺陷。管内壁无挂瘤,划伤,氧化,烧穿现象。换热管管头熔头时,焊缝与换热管和管板平滑过渡,管头不允许熔化时,焊缝和换热管及管板平滑过渡,换热管管头不得有烧损。焊缝无氧化,焊缝呈现银白色。焊接后有效管径大于等于95%管内径。宝利苏迪管与管板焊接机器人采用自主研发的智能定位传感器,配合专门开发的智能定位系统,用于机器人寻位。甘肃管板机器人设备制造商
宝利苏迪自动焊接机器人可应用于主管道生产线的配套焊接,使用窄间隙焊枪进行TIG焊接。中国香港定子屏蔽套环缝焊接机器人堆焊设备
宝利苏迪数控搬运机器人可用于锅炉膜式壁直管对接无人自动焊接生产线,待焊接管子被料架传递给智能热丝TIG焊接设备上料系统,设备自动完成管子上料、组队、充氩、预热、焊接、参数记录、过程显示、清枪剪丝、钨极更换、出料等一系列工作,实现无人化自动焊接生产。6轴数控工业机器人应用于该生产线短管物料自动搬运系统中,将短管物料及时送达至待焊区并实现管料坡口自动组对需要。机器人末端夹持机构可快速、准确、安全、牢固抓取短管的适合位置且不损伤管件坡口及管件母材表面。中国香港定子屏蔽套环缝焊接机器人堆焊设备



