达克罗涂层;
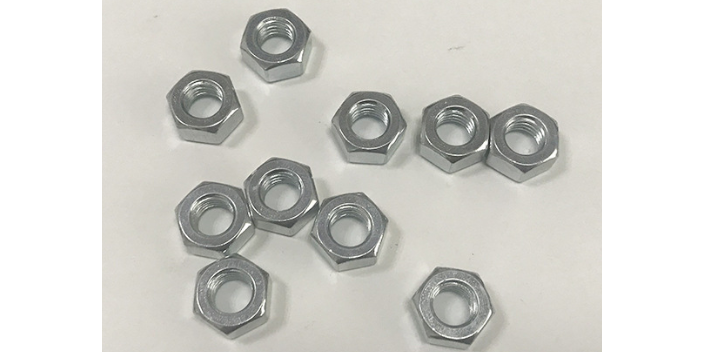
达克罗涂层涂覆,处理是一个封闭过程,又是水性涂料烘烤过程基本挥发的都是水,无有害物质 ,对环境污染极小。达克罗技术处理温度只有300℃左右,节约了能源。达克罗具有的耐腐蚀性能,常用紧固件耐盐雾性能与涂层厚度有关系,基本达到300h以上。达克罗处理过的物件无氢脆现象,特别适合受力件的涂覆如弹性零件和度钢紧固件等;达克罗具有的耐热性能,耐热温度可达300℃,在250℃环境下连续使用,其耐蚀防锈性能几乎不受影响。达克罗涂层表面为银灰色与铝型材可以媲美,而且与基体材料各种涂料均具有良好的结合力,可以作为面层使用也可以作为各种涂料的底层使用,在汽车生产中作为涂装底层取代磷化处理。达克罗也具有良好的工艺性能和渗透性,一些工件深孔,狭缝,管件内壁涂料涂覆或者电镀不易到达的部位,达克罗处理液都能够形成良好的涂层。达克罗生产及加工件涂覆的整个过程不会产生对环境温污染的废水废气,不需要进行三废质量,降低了工件表面处理及防腐的成本。 涂覆增强材料耐磨与耐久性。绿色环保涂覆案例
在涂料达克罗涂料前,工件必要步骤是前处理,前处理的目的是除去零件表面的油污、锈及氧化皮,提高膜层与基体的结合力。达克罗前处理工艺一般采用有机溶剂清洗+超声波清洗+喷丸。涂覆是用达克罗液喷涂或浸渍零件,然后再采用离心甩干、自然垂流、吹散等方式除去多余的处理液。烘烤是将金属基体上的达克罗处理液转变成膜层的过程,常见的生产在网带式循环热风烘烤炉中进行,整个烘道分预热区和固化区。烘烤过程对于达克罗膜性能的形成十分重要。锌铝涂层涂覆有哪些达克罗涂覆要艺的要求?

达克罗中含有对环境和人体有害的铬离子,特别是六价铬离子具有致病的作用,随着环保要求越来越高及强制性管控,现在的达克罗中已经不含六价铬了,被无铬达克罗涂覆液所取代。达克罗涂覆液固化温度偏高,需要经过300℃烘烤烧结成膜,能源消耗大,固化时间长。另外涂层颜色比较单一,表面硬度不高只有1H-2H,抗划伤能力不强。薄涂层导致耐磨性不好,不适用与运动件或者高磨损条件下使用。达克罗涂层不适合与铜,镁,镍和不锈钢零部件接触与连接,他们之间会发生接触性腐蚀,影响制品质量和防腐蚀性能。达克罗导电性能不好,不适宜用于导电连接的零件,例如电器的接地螺栓等。
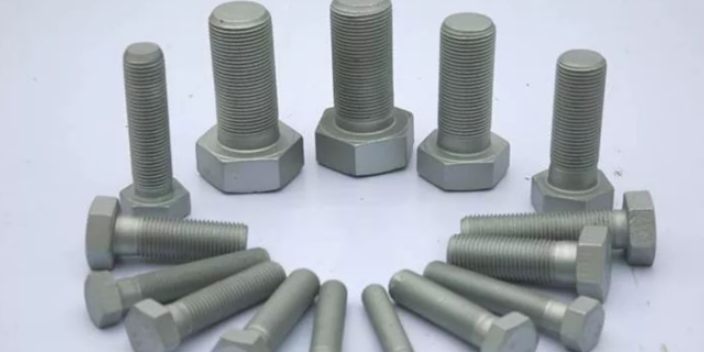
达克罗涂覆工艺不仅环保,而且能显著提高产品的整体质量。这种工艺采用环保型的涂层材料,避免了传统涂装过程中产生的有害物质,降低了对环境的污染。同时,达克罗涂覆能够增强金属表面的附着力,使涂层与基材紧密结合,有效抵抗各种恶劣环境的影响。此外,达克罗涂覆还具有优异的耐腐蚀、耐磨和耐候性能,使金属制品在长期使用过程中保持如新的外观和性能。这一工艺的应用不仅提高了产品的外观品质,还延长了其使用寿命,为客户节约了维修和更换成本。总之,达克罗涂覆工艺凭借其环保优势和提升效果,正成为现代工业制造中不可或缺的一部分。它为各种金属制品提供了强有力的保护,确保了产品的长期稳定性和可靠性,为推动工业的可持续发展做出了积极贡献。涂覆达克罗使用的涂敷液主要是由什么组成?
达克罗涂层防腐蚀机理:
达克罗膜层具有优异的防腐蚀性能是由其特殊的结构所决定,其膜层结构如图3所示[9-10]。1)屏蔽保护作用。达克罗涂层由几十层超细鳞片状(厚度200nm左右,直径<20μm)Zn/Al粉和铬酸钝化物层叠而成(图3),具有物理屏蔽作用,能够有效阻挡腐蚀介质的侵入[10]。同时涂液中CrO3能够在金属粉和钢表面形成致密的氧化膜,减缓锌和基体的腐蚀反应达到钝化屏蔽保护作用[11]。另外腐蚀过程中难溶性腐蚀产物在涂层内部及表面的不断沉积,也会产生很好的封闭保护作用[12]。2)阴极保护作用。2种存在电位差的金属可作为阴阳极形成腐蚀原电池,其中片状Zn作为阳极被逐渐消耗,而作为阴极的基材金属则受到阴极保护作用。同时涂层中含有的片状Al作为阳极率先腐蚀,能够有效抑制涂层中Zn片的腐蚀,为金属基材提供双金属保护作用达到更好的腐蚀防护效果。需要指出的是达克罗涂层的阴极保护作用与传统镀锌层有所不同,电镀锌是单层金属锌,腐蚀路线很短,而达克罗涂层是由极薄的鳞片锌、铝和复杂铬酸盐重叠叠加而成且铬酸对每一片鳞片锌包裹钝化,其腐蚀路线相对曲折很多[5]15。腐蚀路线对比如图4所示。 达克罗的涂覆工艺过程是什么?耐磨涂覆生产厂家
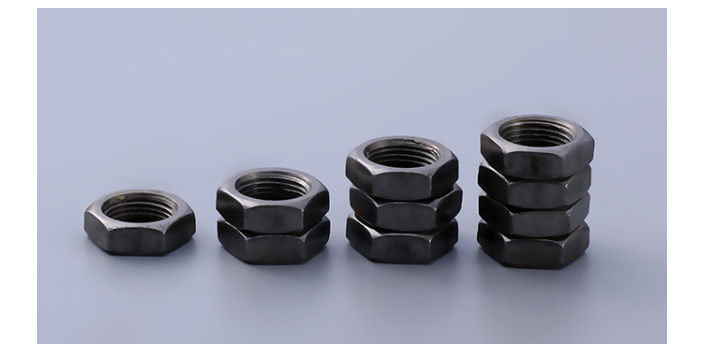
涂覆增强材料防腐抗蚀能力。绿色环保涂覆案例
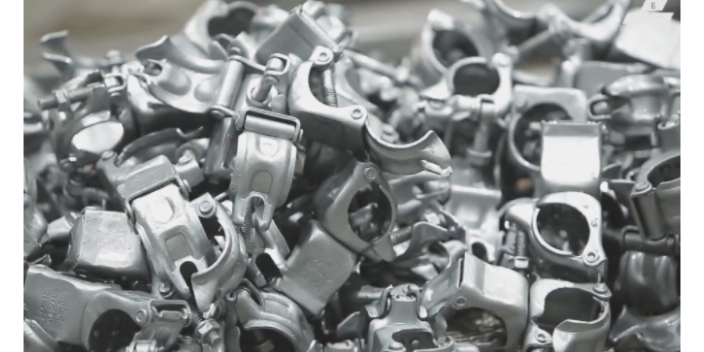
涂覆不良
现在我们解说一下,如果防锈油使用不当,涂覆则不能发挥其应有的效果。若防锈油为热浸涂时,控制温度是很重要的,一般应该控制在65摄氏度~95摄氏度。对于大型工件,应在浸涂容器中停留一段时间,否则骤然凝结的涂层太厚而容易滑落,还应使整个工件浸没。若采用溶剂稀释型防锈油,则浸涂后应停留一段时间,让溶剂充分挥发后才能进行包装。而且使用防锈油前,工件清洗和干燥不彻底金属工件表面在涂覆防锈油前的清洗和干燥是非常重要的,否则其效果将很大降低。在工件进行清洗、去除油污并经干燥后进行涂油前的检查时,应戴薄膜手套,不能直接用手或戴脏手套检查。 绿色环保涂覆案例