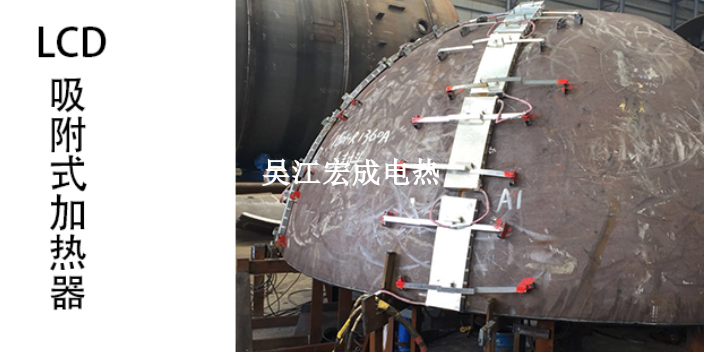
参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高,早期设备故障的机率较高。评价过程图补充:必须遵守目前的标准,即确定从法兰(热源)到电气外壳的评估范围,并充分考虑外壳内外产生的所有热量。不这样做可能意味着不安全的情况。lcd履带式陶瓷加热器。云南质量LCD履带式电加热器焊前预热焊后热处理服务
电加热形式有哪些?不同类型的电加热器的工作原理不同,其中包括普通环境下使用的空气电加热器,工厂内使用的Ptc电加热器,安全措施较高的防爆电加热器,使用简便的液体电加热器,运输行业需要的管道电加热器。一系列的电加热器在不同的地方,就起到不一样的作用。常见加热器的电加热形式有哪些?1、电磁加热。电磁加热通过电子线路板组成部分产生交变磁场、当用含铁质容器放置上面时,容器表面具即切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的铁原子高速无规则运动,原子互相碰撞、摩擦而产生热能。2、红外线加热。将红外线辐射器(发生器)发出来的红外线,照射到被加热物体上,除被反射和透射外,其余则被物体吸收并转化为物质分子的热运动,从而使物体受热。研究表明,物质的分子总是以自己固有的频率在运动着,当入射的红外线频率与物质分子的固有频率相等时,即易产生共振现象,先引起分子、原子的振动和转动,继而使物质分子运动的振幅加大,从而产生热。因此为了提高红外线加热的效果和效率,应先测定各待加热物料吸收红外线的波谱。3、电阻加热。利用电流通过电热体放出热量来加热坯料的加热方法。常见的电阻丝加热,陶瓷加热器。 江苏工业LCD履带式电加热器焊前预热焊后热处理检修热处理电加热器厂家。
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。履带式电加热器厂家。

焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。热处理电加热的设备。重庆库存LCD履带式电加热器焊前预热焊后热处理供应商家
热处理加热绳,绳型电加热器。云南质量LCD履带式电加热器焊前预热焊后热处理服务
热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。 云南质量LCD履带式电加热器焊前预热焊后热处理服务
吴江宏成电热设备有限公司位于吴江区平望镇梅堰龙南村。宏成电热致力于为客户提供良好的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱,一切以用户需求为中心,深受广大客户的欢迎。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。宏成电热秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。