寒冷的冬季已经来临,对焊接预热问题提出更高要求。预热温度通常在焊接前进行测量,而焊接过程中保持这一最低温度往往被忽视。冬季,焊缝接头冷却速度快,如果忽视焊接过程中最低温度的控制,将会对焊接质量带来严重的质量隐患。冬季焊接缺陷中极多也是危害性极大的就是冷裂纹。冷裂纹形成的三个主要因素为:淬硬材料(母材),氢,拘束度。对于常规结构钢,造成材料淬硬的原因是冷却速度过快,所以提高预热温度并且保持这一温度能够很好的解决这一问题。一般冬季施工,预热温度要比常规温度高20℃-50℃,特别要注意厚板的定位焊的预热要比正式焊缝还要略高,对于电渣焊,埋弧焊等热输入量较高的焊接方法可以与常规的预热温度一样。对于长构件(一般大于10m),焊接过程中不建议撤离加热设备(加热管或者电加热片),防止“一头热,一头冷”的情况出现。对于室外作业的情况,焊接完成后要对焊缝区域进行保温缓冷措施。焊接预热管(适用于长构件)冬季建议使用低氢焊材,根据AWS,EN等标准,使用低氢焊材的预热温度可比一般焊材低。注意焊接顺序制定,合理的焊接顺序可以很大降低焊接拘束度,同时作为焊接工程也有责任和义务审核图纸中可能造成大拘束度的焊接接头。焊前预热远红外电加热器。山西工程LCD履带式电加热器焊前预热焊后热处理服务
包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。苏州好的LCD履带式电加热器焊前预热焊后热处理商家购买履带式电加热器。
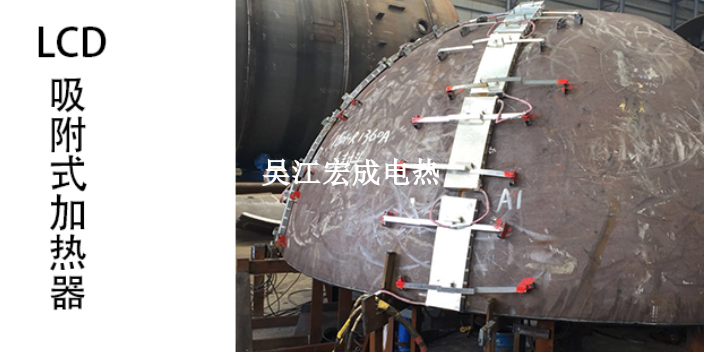
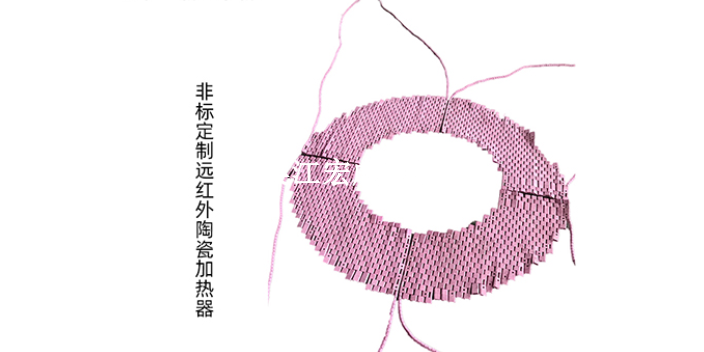
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。
LCD型履带式陶瓷电加热器:LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线。SCD绳型加热器:绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它弯折极少直径Φ70,能满足Φ70以上的各种管道热处理。陶瓷电加热器的原理。

电加热形式有哪些?不同类型的电加热器的工作原理不同,其中包括普通环境下使用的空气电加热器,工厂内使用的Ptc电加热器,安全措施较高的防爆电加热器,使用简便的液体电加热器,运输行业需要的管道电加热器。一系列的电加热器在不同的地方,就起到不一样的作用。常见加热器的电加热形式有哪些?1、电磁加热。电磁加热通过电子线路板组成部分产生交变磁场、当用含铁质容器放置上面时,容器表面具即切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的铁原子高速无规则运动,原子互相碰撞、摩擦而产生热能。2、红外线加热。将红外线辐射器(发生器)发出来的红外线,照射到被加热物体上,除被反射和透射外,其余则被物体吸收并转化为物质分子的热运动,从而使物体受热。研究表明,物质的分子总是以自己固有的频率在运动着,当入射的红外线频率与物质分子的固有频率相等时,即易产生共振现象,先引起分子、原子的振动和转动,继而使物质分子运动的振幅加大,从而产生热。因此为了提高红外线加热的效果和效率,应先测定各待加热物料吸收红外线的波谱。3、电阻加热。利用电流通过电热体放出热量来加热坯料的加热方法。常见的电阻丝加热,陶瓷加热器。 履带式电加热器整体热处理施工。苏州好的LCD履带式电加热器焊前预热焊后热处理商家
LCD型履带式电加热器。山西工程LCD履带式电加热器焊前预热焊后热处理服务
SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述我司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用高质量耐高温镍铬丝和大强度高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节能明显、劳动强度低、使用安全可靠、操作方便的优良性能,是目前焊接行业一种新颖实用的理想局部热处理加热器。陶瓷电加热器也可用于较高工艺温度要求的加热(如高温炉窑等),采用超高温发热材料和陶瓷可使加热温度达1000℃。陶瓷电加热器可定制成各类工装型,如吸铁型,哈夫型,带保温型等.对于弯头,法兰,小管径管道等非平直环境,或小型检修项目管径大小不一的场合,则SCD绳式加热器使用非常方便,绳式加热器可以缠绕在需要加热的部位,并用保温棉包裹。小口径的管道使用碗状型加热绳,缠绕更加方便。绳状加热器的外径是12mm,它弯折极小直径约60mm,能满足60mm--300mm左右的各种管道热处理。直角型加热片可以配套DWK、ZWK、CWK、LWK等系列温度控制箱使用。山西工程LCD履带式电加热器焊前预热焊后热处理服务
吴江宏成电热设备有限公司位于吴江区平望镇梅堰龙南村。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。宏成电热立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。