履带式电加热器特点:1、具有绕性,如加热容器或管道时,可弯曲成弧形或圆形包复在表面加热,如加热大型工件,局部可采包复形式,大面积工件可采用平铺复盖形式。此外能适合各种几何形状工件的加热。2、工作温度高、升温快、热效率高、无污染、加热均匀精确,可以实现自动控制。3、机械强度高,热态绝缘性能好,与被加热物体接触面大,使用寿命长。4、安装、维修方便,使用费用也低,即使内部发热材料损坏,而外部的陶瓷器件仍可回用。履带式电加热器技术指标:1.抗电强度:2000V/3分钟2.热态绝缘电阻:>5MΩ3.理论极限工作温度:1050℃,实际极限工作温度:10500℃.LCD型履带式电加热器。北京加工LCD履带式电加热器焊前预热焊后热处理批发厂家
吴江宏成电热设备有限公司成立于2002年,是一家生产研发电加热器、履带式加热器及其自动化热处理设备、各类焊条烘箱、焊剂烘箱等产品的高科技,拥有良好的技术测试手段和良好的管理水平。历经了20年的发展,吴江宏成电热设备有限公司一直秉承"科技兴业"这一理念,不断引进高素质技术人才,在取得本行业优势的基础上,以浙江大学等多家科研单位为技术后盾,开发前沿技术,从而保证产品研发的较高地位。●2008年与中石化十公司福建炼油厂合作热处理工程项目。●2009年与四川普光天然气净化厂(亚洲比较大)合作热处理工程项目。●2014年与四川泸州煤气化项目热处理工程。●2017年与广东惠州大亚湾炼油厂合作热处理工程项目。●2018年与珠海中国石化合作热处项目工程。●2019年为山东电建(出口沙特)电厂项目供应专业热处理设备。●2020年与连云港盛虹石化(世界500强)合作管道热处理项目工程。北京加工LCD履带式电加热器焊前预热焊后热处理批发厂家履带式电加热器整体热处理施工。
将每块加热器的引线根据控温点的划分相应接到控制设备上,引线与控制设备距离不够,可采用专属接长导线接长,然可接到控制设备的输出插座上本公司生产的插座内有凸点。在使用时将插头的平槽对准插座上的凹点插入,然后顺时针拧紧,拧紧后就不会拔出,故使用这种接插件方便可靠。加热器电源线全部接好后,应详细检查有无短路地方、加热器的引线、热电偶的补偿导线是否碰在发热体上。检查完毕通电加热时,先用手动操作控制设备进行试动作,确定无误时即可通电加热。控制设备的使用详阅其使用说明书
(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100,保温棉轴向宽度等于t型焊缝到辅助加热带轴向端部距离的基础上加保温棉环向宽度为覆盖筒体的一半周长;若d/t>100。热处理加热带,远红外带式加热器。

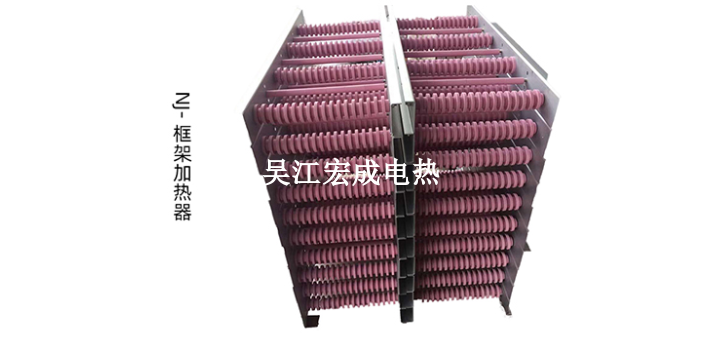
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。LCD远红外工装直角加热器。陕西LCD履带式电加热器焊前预热焊后热处理哪家强
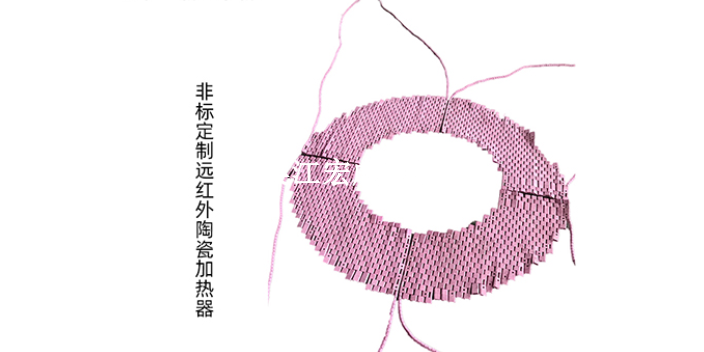
焊前预热陶瓷加热器。北京加工LCD履带式电加热器焊前预热焊后热处理批发厂家
注意:1、吴江宏成电热设备有限公司生产的LCD型履带陶瓷电加热器和SCD型绳状陶瓷电加热器其额定工作电流为45A,电压有220V、110V、55V等几档。但要注意在调节控制设备的输出电压时千万不能大于陶瓷电加热器的额定工作电流,电压不得超额定的10%,以免击穿可控硅和加热器。2、一般额定工作电压220V的陶瓷电加热器可直接接在控制设备的输出插座上,若二块额定工作电压110V的加热器可采用一根专属串联导线串接后,接到控制设备输出的插座上,方便可靠。3、加热器包覆工件时不能相互重迭,若长了一段可暴露在保温层外面,不能包覆在保温层中间,以免烧坏,你们在使用陶瓷电加热器时若能按本说明书介绍的方法去做,我公司生产的陶瓷电加热器的电阻丝性能优于瑞典康太尔公司的同类产品,加热器最高工作温度可达到1000℃不烧坏北京加工LCD履带式电加热器焊前预热焊后热处理批发厂家
吴江宏成电热设备有限公司成立于2010-02-24,同时启动了以宏成为主的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱产业布局。业务涵盖了履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等诸多领域,尤其履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱中具有强劲优势,完成了一大批具特色和时代特征的机械及行业设备项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们强化内部资源整合与业务协同,致力于履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等实现一体化,建立了成熟的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱运营及风险管理体系,累积了丰富的机械及行业设备行业管理经验,拥有一大批专业人才。公司坐落于吴江区平望镇梅堰龙南村,业务覆盖于全国多个省市和地区。持续多年业务创收,进一步为当地经济、社会协调发展做出了贡献。