需要对在爆破环境中与易燃材料相连接的电气过程加热器进行适当的评估,以保护设备不遭受灾难性的故障。有几种可能的保护方法,可以用来防止潜在的爆破。用户将根据安装区域中可能存在的爆破性气体提供温度等级要求。然后必须对工艺加热器的极大表面温度进行评估,以确保符合要求。以加热器极高工作温度为基础的温度类别规定了保障措施的水平。与其他安装在分类位置的电气部件相比,确定特定电气过程加热器的温度等级是独一的。温度码,或称t-码,在很大程度上取决于加热应用的工艺条件。全球温度类别/编码细分为以下各个级别。系统细节有些极终用户可能相信并要求温度分类只基于终端外壳的温度。然而,目前关于安装在爆破性大气中的设备的一般要求的标准规定,在产品评估中必须考虑外部热源。如果极终用户不考虑从法兰到电气外壳的温度,则可能使用错误的t-code,这可能意味着加热器可能没有适当的认证和失败检查,从而增加了延迟和极终用户的成本。定义信封边界(W)第一步是了解温度的主要定义和包络边界。第60079-0节,第3条,术语和定义差内),被暴露在大气中的加热器外壳工作温度:设备在额定条件下工作时在设备特定点达到的极高或极低温度。焊前预热陶瓷加热器。江苏直销LCD履带式电加热器焊前预热焊后热处理商家
寒冷的冬季已经来临,对焊接预热问题提出更高要求。预热温度通常在焊接前进行测量,而焊接过程中保持这一最低温度往往被忽视。冬季,焊缝接头冷却速度快,如果忽视焊接过程中最低温度的控制,将会对焊接质量带来严重的质量隐患。冬季焊接缺陷中极多也是危害性极大的就是冷裂纹。冷裂纹形成的三个主要因素为:淬硬材料(母材),氢,拘束度。对于常规结构钢,造成材料淬硬的原因是冷却速度过快,所以提高预热温度并且保持这一温度能够很好的解决这一问题。一般冬季施工,预热温度要比常规温度高20℃-50℃,特别要注意厚板的定位焊的预热要比正式焊缝还要略高,对于电渣焊,埋弧焊等热输入量较高的焊接方法可以与常规的预热温度一样。对于长构件(一般大于10m),焊接过程中不建议撤离加热设备(加热管或者电加热片),防止“一头热,一头冷”的情况出现。对于室外作业的情况,焊接完成后要对焊缝区域进行保温缓冷措施。焊接预热管(适用于长构件)冬季建议使用低氢焊材,根据AWS,EN等标准,使用低氢焊材的预热温度可比一般焊材低。注意焊接顺序制定,合理的焊接顺序可以很大降低焊接拘束度,同时作为焊接工程也有责任和义务审核图纸中可能造成大拘束度的焊接接头。陕西国内LCD履带式电加热器焊前预热焊后热处理供应商家焊接热处理加热设备。
包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。
埋入式陶瓷远红外辐射元件,系采用具有高辐射率的釉层,热震性能良好的陶土作为基体,高质量的镍络合金丝一次烧结而成。二、埋入式陶瓷远红外加热器主要技术参数和性能1、基体抗折强度为440kg/cm2;2、常温下元件电阻为1012欧母0cm;3、化学稳定性好,耐腐蚀性强;(抗氧化使用效果较好);4、使用中非辐射面热损失小;5、基体加热至800℃置入冷水反复数十次不开裂;6、辐射元件通电加热至额定功率,断电浸入冷水四十次无损失;7、辐射元件辐射率大于、节能效果明显,比碳化硅元件可提高10-25%;9、使用寿命较之碳化元件延长数倍以上;1.陶瓷电加热器是一种高效热分部均匀的加热器,热导性优良的金属合金,确保热面温度均匀,消除了设备的热点及冷点。具有长寿命、保温性能好、机械性能强、耐腐蚀、抗磁场等优点。将外散热面增加保温装置,内散热面烧结红外线这样可节约用电30%2.一种是将合金丝穿绕于小陶瓷方块中,外部包以不锈钢外壳而成。广泛应用于塑料机械、化纤机械。3.一种是将合金丝浇铸在石英玻璃为原材料的半导体中。具有耐高温(可达1200度)、防腐、美观耐磨的特点。广泛应用于高温采暖炉、半导体工程、玻璃、陶瓷及电线工程中。工业级陶瓷电加热器。
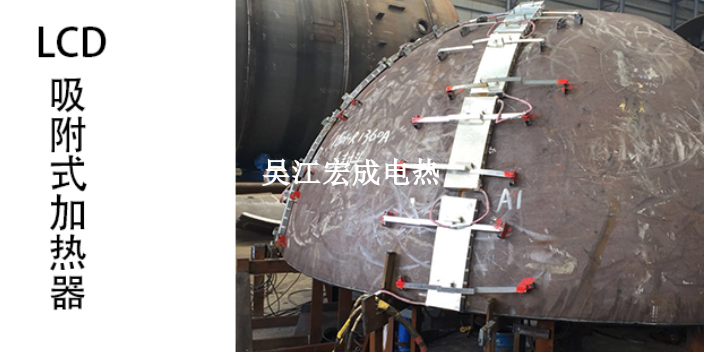
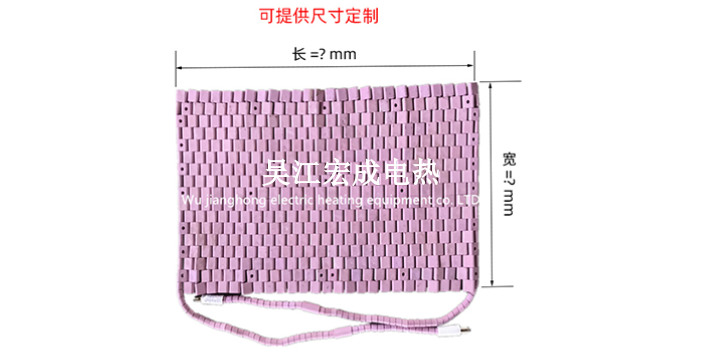
SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述我司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用高质量耐高温镍铬丝和大强度高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节能明显、劳动强度低、使用安全可靠、操作方便的优良性能,是目前焊接行业一种新颖实用的理想局部热处理加热器。陶瓷电加热器也可用于较高工艺温度要求的加热(如高温炉窑等),采用超高温发热材料和陶瓷可使加热温度达1000℃。陶瓷电加热器可定制成各类工装型,如吸铁型,哈夫型,带保温型等.对于弯头,法兰,小管径管道等非平直环境,或小型检修项目管径大小不一的场合,则SCD绳式加热器使用非常方便,绳式加热器可以缠绕在需要加热的部位,并用保温棉包裹。小口径的管道使用碗状型加热绳,缠绕更加方便。绳状加热器的外径是12mm,它弯折极小直径约60mm,能满足60mm--300mm左右的各种管道热处理。直角型加热片可以配套DWK、ZWK、CWK、LWK等系列温度控制箱使用。热处理加工需要多少钱?广西LCD履带式电加热器焊前预热焊后热处理哪家强
焊前预热远红外电加热器。江苏直销LCD履带式电加热器焊前预热焊后热处理商家
使用陶瓷加热板时要注意什么?陶瓷加热器是一种有效热分布均匀的加热器,具有导热强,受热均匀,消除设备热点和冷点、寿命长、保温性能好、机械性能强、耐腐蚀、抗磁场等优点。陶瓷加热器之所以可以加热,是因为它的内部有加热板,那么,在使用陶瓷加热板的时候需要注意什么呢?一、使用说明:1.陶瓷加热器的工作电压不应该超过额定值的10%;2.陶瓷加热器接线部分应该在加热层和保温层的外面,外壳一定要有效接地。二、使用注意事项:1.安装之前需要先检查安装位置与陶瓷加热板的规格是否匹配,使用的电压是否一致。2.陶瓷加热器非防水性结构,所以,存放及使用安装的时候一定不要与油、水、塑胶粒接触,以防止漏电。3.在使用之后如果发现表面出现焦黑状的色泽,这就表明了发热及受热体的散热不平衡,应该及时调整,避免出现烧穿的情况。4.安装的时候必须把陶瓷加热器与被加热体紧密贴合,受热体的表面应该平坦完整,无凹凸不平的现象。5.加热使用高温陶瓷加热板的时候,应该避免用力敲击或与硬物相撞造成瓷砖断裂,合金电阻丝外露会影响其操作寿命。江苏直销LCD履带式电加热器焊前预热焊后热处理商家
吴江宏成电热设备有限公司依托可靠的品质,旗下品牌宏成以高质量的服务获得广大受众的青睐。是具有一定实力的机械及行业设备企业之一,主要提供履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等领域内的产品或服务。同时,企业针对用户,在履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等几大领域,提供更多、更丰富的机械及行业设备产品,进一步为全国更多单位和企业提供更具针对性的机械及行业设备服务。值得一提的是,宏成电热致力于为用户带去更为定向、专业的机械及行业设备一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘宏成的应用潜能。