- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
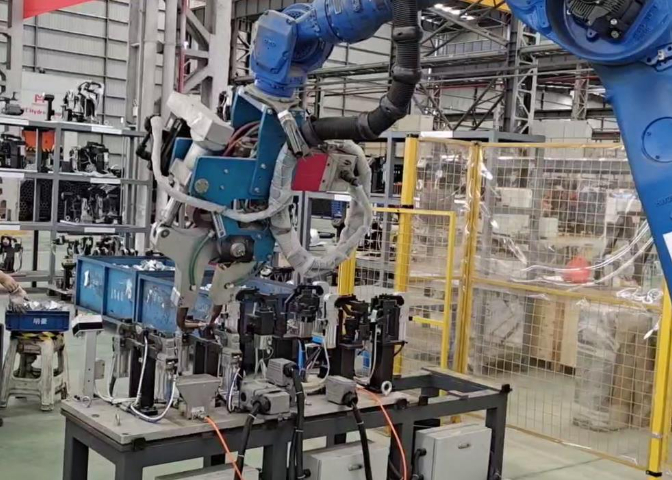
点焊作业涉及大电流、高温和金属飞溅,人工操作时存在烫伤、触电等安全风险。机器人点焊生产线把焊接过程完全封闭在防护围栏内,操作人员只需在安全区域进行上下料,不直接接触焊接区域。焊接时产生的烟尘通过局部排风系统收集处理,工作环境的空气质量得到改善。机器人本身具备碰撞检测功能,当遇到异常阻力时会自动停止运动,避免设备损坏和安全事故。整线配备安全光栅和门锁互锁装置,人员进入危险区域时机器人自动停机。这些安全措施让工厂的工伤事故率大幅降低,也让企业在安全生产方面的管理压力减小。对于劳动密集型的焊接车间来说,机器人点焊线是改善工作环境、降低安全风险的有效手段。木工机械机架焊接牢固,抗冲击能力强,适配木材加工各类工况条件。苏州智能机器人点焊生产线装配

机器人点焊生产线需要与工厂的其他系统进行数据交互,通讯能力是衡量产线集成水平的重要指标。主流的机器人控制器支持Profinet、EtherNet/IP、ModbusTCP等工业通讯协议,可以与PLC、MES、ERP等系统无缝对接。通过OPCUA协议,产线数据可以上传至云端平台,实现远程监控和数据分析。整线的I/O信号通过总线传输,减少了布线数量和接点故障率。与自动上下料系统的集成让工件从入库到焊接完成全程无人化,AGV或输送线将工件送到上料位,机器人完成焊接后,成品自动流转到下一工序。这种高度集成的产线让工厂的物流和信息流更加顺畅,也为后续引入更多自动化设备打下了基础。镇江智能工厂机器人点焊生产线管理系统机器人点焊生产线的维护成本低,使用寿命长。
五金配件种类繁多,包括铰链、滑轨、支架、弹簧座等,单个零件体积小但焊点要求严格。传统人工点焊在这类产品上经常出现虚焊、焊穿等问题,尤其在薄板件的焊接中,人工很难控制电流和压力的匹配。机器人点焊生产线通过恒流控制技术,能在焊接过程中实时调节电流输出,确保每一个焊点的能量输入保持稳定。对于五金件这种小批量、多品种的生产模式,机器人点焊线支持离线编程,操作人员在电脑上模拟焊接路径后直接导入机器人,不需要在产线上逐一示教。这种方式让新产品导入的时间从几天缩短到几个小时。夹具采用模块化设计,针对不同零件只需更换局部模块,降低了夹具的制作和维护成本,让五金企业也能用上自动化焊接方案。
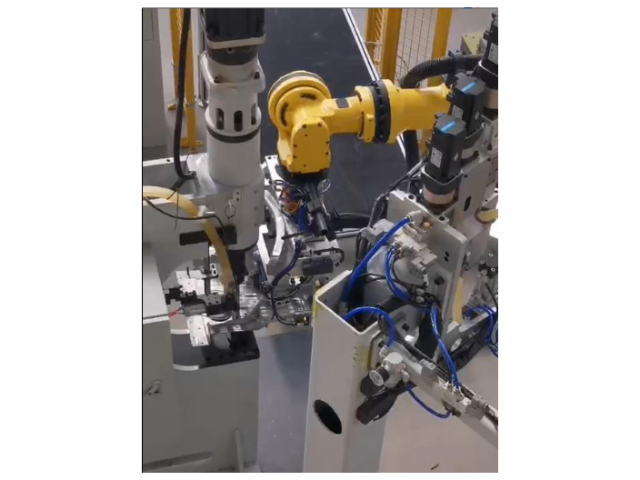
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配电子设备领域精密金属部件焊接,涵盖电池托盘、电路板支架、小型金属外壳等,可处理超薄板材与微小焊点焊接,满足电子设备高精度、小尺寸焊接要求。生产线采用小型轻量化机器人,运动灵活,定位精细,适配狭小空间与微小工件焊接工况。搭配高精度视觉定位系统,可识别微小焊点位置,补偿工件微小偏差,提升焊接精度。性能层面,生产线采用精密焊接电源,电流输出平稳,调节精度高,可精细控制焊点熔核大小,避免薄板烧穿与变形。机器人重复定位精度高,运动平稳,可稳定完成微小焊点焊接,焊点一致性好。配备微量冷却系统,可快速散热,减少工件热变形,保障电子部件尺寸精度。钢结构件点焊熔深充足,构件承载力达标,满足建筑承重相关要求。

汽车座椅骨架由数十根钢管和冲压件焊接而成,焊点数量多、空间狭小,人工焊接难度大。机器人点焊生产线在座椅骨架制造中表现出色。多台机器人从不同方向同时焊接,配合伺服变位机快速翻转骨架,整线节拍可控制在40至60秒。座椅骨架的管材直径通常在16至32毫米之间,焊接电流需要根据管壁厚度自动调节。机器人点焊线通过参数自适应功能,能够根据不同位置的板厚自动匹配焊接电流,无需人工干预。座椅属于安全件,焊接强度要求严格,机器人焊接的每个焊点都有完整的参数记录,满足车企对可追溯性的要求。对于同时生产多款座椅的企业,机器人点焊线的快速换型能力让不同骨架的切换时间压缩到分钟级别。产线焊接节奏可自由调节,根据订单量快慢,灵活匹配不同生产计划。扬州流水机器人点焊生产线上下料
机器人点焊生产线适配多类金属板材,柔性设计可灵活切换不同工件开展焊接作业。苏州智能机器人点焊生产线装配
管理一条人工点焊线需要面对排班、考勤、技能考核、质量抽检等多项工作。人员的技能水平参差不齐,质量波动难以控制。机器人点焊生产线把这些管理问题大幅简化。产线的运行由程序控制,不受人员状态影响,排班只需安排上下料工人,管理复杂度降低。质量管理从"管人"转向"管参数",工程师只需关注焊接参数是否在合理范围内,不需要逐个检查工人的操作手法。生产数据自动采集,日报、周报、月报由系统生成,减少了统计工作量。对于多条产线并行的工厂,一名技术主管可以同时管理多条机器人点焊线,而管理同等产能的人工产线则需要更多的管理人员。管理难度的降低让企业可以把更多精力放在工艺优化和产能提升上。苏州智能机器人点焊生产线装配
- 上海机器人点焊生产线调试 2026-07-04
- 南通智能工厂机器人点焊生产线工作站 2026-07-04
- 苏州机器人点焊生产线上下料 2026-07-04
- 盐城智能机器人点焊生产线搭建 2026-07-04
- 苏州智能机器人点焊生产线装配 2026-07-04
- 无锡机器人点焊生产线工作站 2026-07-04
- 南京智能机器人点焊生产线装配 2026-07-03
- 南京智能工厂机器人点焊生产线管理系统 2026-07-03
- 淮安流水机器人点焊生产线集成商 2026-07-03
- 常州智能机器人点焊生产线装配 2026-07-03
- 镇江机器人点焊生产线装配 2026-07-03
- 上海机器人点焊生产线 2026-07-03