- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
焊接节拍是衡量点焊产线效率的关键指标。机器人点焊生产线的单工位焊接时间通常在0.3至0.8秒之间,加上机器人移动和变位机翻转的时间,单个焊点的综合耗时可控制在1.5秒以内。整线节拍取决于焊点总数和机器人数量的配比。以一条拥有6台机器人、200个焊点的产线为例,节拍可以做到45至60秒。多台机器人协同作业时,通过主控制器统一调度,避免相互干涉,同时利用机器人等待工件变位的空闲时间进行预热或冷却,把时间利用率推到更高水平。节拍的稳定性也是机器人点焊线的强项,人工操作会因为疲劳导致节拍波动,而机器人可以24小时保持相同的作业速度,这对于需要连续生产的工厂来说意味着产能的可预测性大幅提升。生产线的自动化程度高,减少了人工干预的需求。连云港流水机器人点焊生产线供应商
机器人点焊生产线的日常维护工作量远低于人工产线。机器人本体的维护主要包括减速器润滑油更换、皮带张力检查和电池更换,这些工作通常每半年至一年进行一次。焊接电源的维护主要是清洁散热系统和检查电缆连接,频率约为每季度一次。夹具的维护主要是清理电极头和检查定位销的磨损情况,每天开工前进行。相比人工产线需要频繁调整焊接参数、更换电极、维修气动元件等工作,机器人点焊线的维护内容更加简单和规律。系统还具备故障自诊断功能,当某个部件出现异常时会在操作界面上显示报警信息和处理建议,减少了对专业维修人员的依赖。这种低维护特性让企业的设备管理更加轻松。常州流水机器人点焊生产线检测机器人点焊技术广泛应用于汽车制造和电子产品领域。

现代产品经常使用多种材料的组合,如钢与铝、不锈钢与镀锌板等。不同材料的导电率、导热率和熔点差异很大,对焊接参数的要求也不同。机器人点焊生产线支持多组焊接参数的存储和切换,针对不同材料组合可以调用对应的电流、时间和压力参数。对于钢铝异种材料的焊接,系统采用特殊的焊接波形控制,先用大电流击穿铝板表面的氧化层,再用小电流完成焊核形成,避免铝板被烧穿。不锈钢的电阻率高,需要更大的焊接电流,机器人可以自动切换到对应的参数组。这种多材料适应能力让一条产线能够焊接多种材料组合的产品,减少了为不同材料单独建设产线的需要,降低了设备投资总额。
传统人工点焊线需要熟练工人,培养一名合格的点焊操作工通常需要3至6个月的时间,而且人员离职后需要重新培训。机器人点焊生产线的操作和维护人员只需掌握基本的机器人操作、程序调用和日常维护技能,培训周期通常在1至2周。离线编程软件的图形化界面降低了编程难度,即使没有专业背景的技术人员也能在指导下完成简单的程序编辑。这种低门槛的用人模式让企业在人员招聘时有更大的选择空间,也降低了因人员流动带来的产能波动风险。一些企业甚至让产线工人兼任多条线的看管,进一步提高了人力资源的利用效率。培训成本的降低也意味着新员工能够更快地投入生产,缩短了产能爬坡的时间。生产线的智能化管理,提升了生产调度的灵活性。

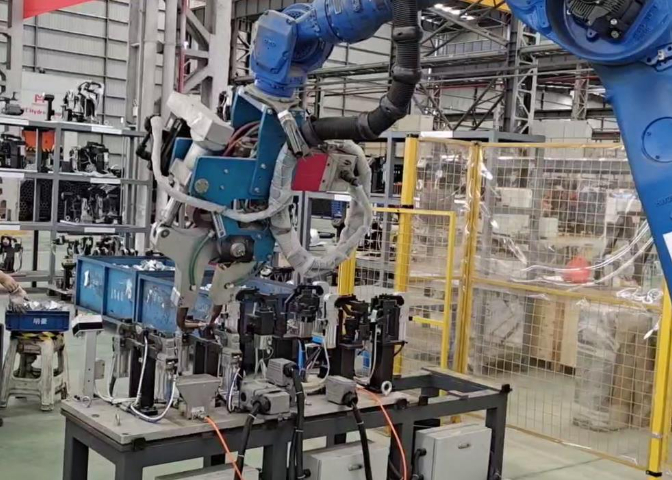
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配家电制造行业金属外壳与框架焊接,涵盖冰箱、空调、洗衣机等产品钣金结构,可处理薄板拼接与小型部件连接,满足家电产品批量生产需求。生产线采用柔性机器人工作站设计,可根据产品尺寸与焊点布局快速调整程序,适配不同规格家电产品,减少换线调试时间。配备可调节工装夹具,能适配工件尺寸差异,无需频繁更换工装,提升生产线对多品类产品的兼容能力。性能层面,生产线采用伺服驱动系统,机器人运动响应迅速,焊接节拍稳定,单焊点作业时间可控在 2–4 秒,适配家电行业高效生产节奏。焊接电源输出稳定,电流调节范围宽,可适配不同材质与厚度板材焊接,焊点熔核大小均匀,连接牢固。搭载视觉引导系统,可自动定位焊点位置,补偿工件装夹偏差,提升焊接位置准确性,减少焊接缺陷。机器人焊接系统可实现多种材料的焊接,适应性强。南京流水机器人点焊生产线工作站
专为薄板焊接优化工艺,控制热量输出,避免薄料出现烧穿、破损等问题。连云港流水机器人点焊生产线供应商
焊接缺陷不*影响质量,还会造成物料浪费。一个虚焊的焊点意味着这个工件需要返修甚至报废,附带的还有已经消耗的电力、电极磨损和工时。机器人点焊生产线通过稳定的焊接参数和精确的定位控制,把不良率降到极低水平,直接减少了因焊接缺陷导致的物料损耗。以年产10万件、每件200个焊点的产线为例,不良率从3%降至0.3%,每年可减少约5400个不良焊点,按每个焊点消耗的材料和电力计算,节省的成本相当可观。对于使用铝板、不锈钢等高价材料的产品,物料节省的金额更加明显。减少物料损耗不*降低了制造成本,也符合绿色制造的理念,让企业在降本的同时实现了减废。连云港流水机器人点焊生产线供应商
- 连云港流水机器人点焊生产线供应商 2026-06-30
- 徐州机器人点焊生产线上下料 2026-06-30
- 宿迁机器人点焊生产线装配 2026-06-30
- 苏州智能工厂机器人点焊生产线工作站 2026-06-30
- 常州机器人点焊生产线工作站 2026-06-30
- 机器人点焊生产线供应商 2026-06-30
- 上海智能工厂机器人点焊生产线解决方案 2026-03-10
- 徐州智能机器人点焊生产线解决方案 2026-03-09
- 浙江机器人点焊生产线调试 2026-03-09
- 苏州智能工厂机器人点焊生产线解决方案 2026-03-09
- 南京智能机器人点焊生产线装配 2026-03-09
- 盐城智能机器人点焊生产线供应商 2026-03-08

