 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

有色金属如铝合金、黄铜等具有质地较软、易粘连的特点,超声波刀柄需优化参数以提升加工效果。加工铝合金时,采用高频中振幅(35-38kHz,振幅 8-10μm),配合高速钢或硬质合金刀具,减少材料粘连刀具;控制进给速度在 200-300mm/min,提升加工效率的同时避免表面熔融;采用风冷或煤油作为切削...

半导体材料如硅片、碳化硅等的加工对精度与表面质量要求极高,超声波刀柄展现出独特应用优势。在硅片切割加工中,超声波刀柄配合金刚石线锯,通过高频微幅振动实现高精度切割,切缝窄、损耗小,硅片表面无损伤,提升芯片制造良率;在碳化硅器件的微孔加工中,其精细的振动控制可实现直径 0.05mm 以下的微孔加工,孔...

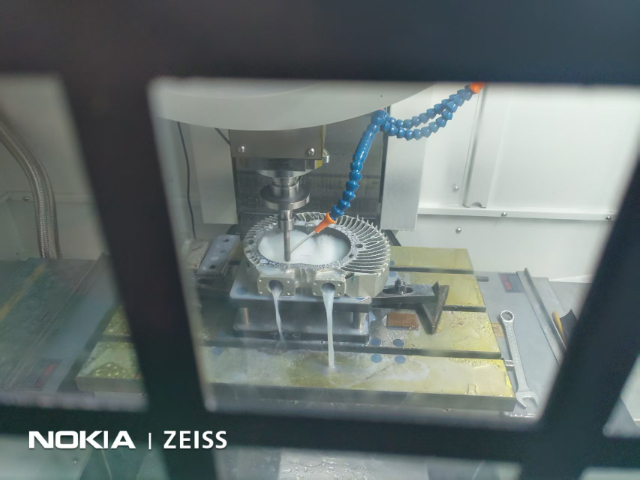
超声波机床的工作原理 超声波机床是通过高频超声振动提升加工效率与质量,其原理是将超声发生器产生的 20-45kHz 高频电信号,经换能器转化为机械振动,再通过变幅杆放大振幅后传递至刀具或工件。加工时,刀具随主轴旋转的同时,叠加高频微幅振动,使刀具与工件间形成瞬时分离状态 —— 振动周期内...

在医疗设备加工中,超声波机床的同步控制技术发挥着关键作用。我将围绕医疗设备精密、复杂的加工需求,结合原文同步控制的三点技术,阐述其具体应用。为确保医疗设备零部件的加工精度,超声波机床需实现 “振动 - 主轴 - 进给” 的同步控制,技术包括三点:一是振动相位同步,通过数控系统实时采集换能器振动信号,...

轴承内外圈、滚动体等部件对精度与表面光洁度要求高,超声波机床可提升其加工效果。加工轴承钢内外圈滚道时,超声波机床通过高频振动实现精密铣削,滚道圆度误差控制在 0.002mm 以内,表面粗糙度 Ra 0.2μm 以下,减少轴承运行时的摩擦噪声;加工陶瓷滚动体时,可避免传统加工导致的表面缺陷,滚动体球形...

相比传统机床,超声波机床在节能与环保方面具有明显优势:超声波机床在节能与环保领域表现突出。节能上,其高频振动技术大幅降低切削力,使主轴与进给电机负载减少30%-50%,同等加工任务耗电量比传统机床低20%-30%;且刀具寿命延长2-3倍,减少换刀停机带来的无效能耗。环保方面,低切削力让切屑颗粒细小且...

随着制造业智能化发展,超声波机床也在向智能化方向升级,主要体现在三方面:一是参数自适应调节,通过搭载传感器实时采集加工过程中的振动频率、切削力、温度等数据,系统自动优化超声参数与进给速度,无需人工频繁调整;二是远程监控与诊断,借助物联网技术,可远程查看设备运行状态,当出现故障时,系统自动报警并推送故...

超声波刀柄的电磁兼容性设计确保其在复杂电磁环境中正常运行,同时不对其他设备产生干扰。设计上采用电磁屏蔽技术,对电路系统与振动发生器进行屏蔽封装,阻挡外部电磁辐射入侵,同时减少自身电磁辐射外泄;电路系统采用滤波技术,抑制电磁干扰信号,确保电压、电流稳定输出;选用低电磁辐射的组件与线缆,降低电磁干扰源强...
超声波刀柄在木材加工中实现环保高效加工,符合绿色制造发展趋势。在实木家具的切割、雕刻加工中,超声波刀柄配合木工刀具,通过高频振动实现精细切削,减少木材浪费,提升材料利用率;振动切削产生的木屑颗粒细小,易于收集处理,减少粉尘污染;加工过程中无需使用化学切削液,避免环境污染与木材污染,保障产品环保性。在...
超声波刀柄的振幅调节范围通常在 5-15μm,不同振幅范围适配不同的加工场景与材料特性。小振幅(5-8μm)适用于精密加工、超硬脆材料加工与薄壁件加工,例如石英玻璃的精密切割、半导体材料的微孔加工、薄壁铝合金件的铣削,小振幅可减少加工损伤,保障表面质量与尺寸精度。中振幅(8-12μm)适用于大多数难...

超声波刀柄有多种尺寸规格,选型时需根据加工需求与设备情况精细适配。尺寸规格主要包括锥面类型(BT30、BT40、HSK-A50、HSK-E40 等)、夹持范围(φ1-φ20mm 等)、长度(50-200mm 等)。选型时首先确认机床主轴的锥面类型与接口规格,确保刀柄能够与主轴完美配合,避免兼容性问题...
超声波刀柄的运输与存储不当易导致结构损伤或性能下降,需遵循特定注意事项。运输过程中,需将刀柄固定在包装盒内,包装盒内填充缓冲材料如泡沫、海绵,避免运输过程中碰撞、跌落导致锥面损伤或内部组件移位;运输时避免刀柄受到挤压、暴晒或雨淋,防止外壳变形、锈蚀或内部电路受潮。存储时,需将刀柄清洁干净,去除表面油...