 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

在精密加工领域,超声波刀柄凭借独特的振动切削原理,展现出诸多应用优势。相比传统刀柄,其高频振动能够有效降低切削力,减少刀具与材料的摩擦,尤其在超硬脆材料加工中,可避免刀具崩刃、工件开裂等问题,提升成品率。振动切削产生的切屑细小均匀,易于排出,减少切屑堆积对加工精度的影响,同时降低切削液使用量,符合绿...

汽车零部件加工具有批量大、精度要求高、成本敏感的特点,超声波刀柄通过针对性设计适配批量生产需求。在发动机活塞、曲轴等难加工金属零部件加工中,超声波刀柄的高频振动减少刀具磨损,延长刀具使用寿命,降低批量生产的刀具成本;加工效率提升 20%-30%,满足大规模生产的效率要求。在汽车电子零部件加工中,其精...
模块化设计已成为现代超声波刀柄的重要发展方向,是将刀柄拆解为振动发生器、夹持机构、密封组件、电路模块等单元,每个模块采用标准化接口设计,便于拆卸、更换与升级。当夹持机构磨损时,可直接拆卸夹爪模块进行更换,无需拆解整个刀柄内部结构;振动发生器出现故障时,可快速替换备用模块,减少停机维修时间。模块之间的...

超声波刀柄作为连接机床主轴与刀具的部件,其结构设计直接影响加工稳定性与能量传递效率。质量超声波刀柄通常采用一体化锻造工艺,锥面经过精密研磨,确保与主轴孔的贴合度,减少振动能量损耗。刀柄内部集成高频振动发生器,通过压电陶瓷将电能转化为机械振动,振动频率可根据加工需求在 20-40kHz 范围内调节。不...

超声波刀柄的软件控制系统是实现参数调节、状态监控与故障报警的中心,操作界面设计注重便捷性与直观性。软件控制系统支持多种参数设置,包括振动频率、振幅、功率、工作模式等,参数可存储与调用,方便批量加工时快速切换;具备实时监控功能,通过操作界面可查看刀柄运行状态、振动参数、温度等数据,及时掌握设备情况;内...
复合材料具有结构复杂、性能特殊的特点,超声波刀柄在加工过程中需采取针对性防损伤策略。加工碳纤维复合材料时,选用高频低振幅参数(38-40kHz,振幅 6-8μm),配合双刃螺旋铣刀,减少纤维拉扯与断裂;通过顺铣方式降低切削力,避免层间分离,同时采用高压气冷及时排出切屑,防止切屑划伤工件表面。加工陶瓷...
汽车零部件加工具有批量大、精度要求高、成本敏感的特点,超声波刀柄通过针对性设计适配批量生产需求。在发动机活塞、曲轴等难加工金属零部件加工中,超声波刀柄的高频振动减少刀具磨损,延长刀具使用寿命,降低批量生产的刀具成本;加工效率提升 20%-30%,满足大规模生产的效率要求。在汽车电子零部件加工中,其精...
定期维护保养是延长超声波刀柄使用寿命的中心,日常需重点关注清洁、润滑与参数校准。每周需对刀柄锥面、夹爪进行清洁,用清洁剂去除油污与切屑,夹爪缝隙可通过细毛刷清理;每月对夹爪添加润滑脂,减少运动部件摩擦,确保开合顺畅;每季度进行振动参数校准,通过专业设备检测频率、振幅是否符合标准,及时调整偏差。常见故...

操作人员使用超声波机床时需遵守严格安全规范:一是岗前培训,需熟悉设备结构与操作流程,掌握应急停机方法,未经培训不得操作;二是防护装备,加工时需佩戴防护眼镜,防止切屑与冷却液飞溅伤人,佩戴防滑手套,避免手部接触高温工件或锋利刀具;三是设备检查,开机前检查各部件连接是否牢固,超声系统、数控系统是否正常,...

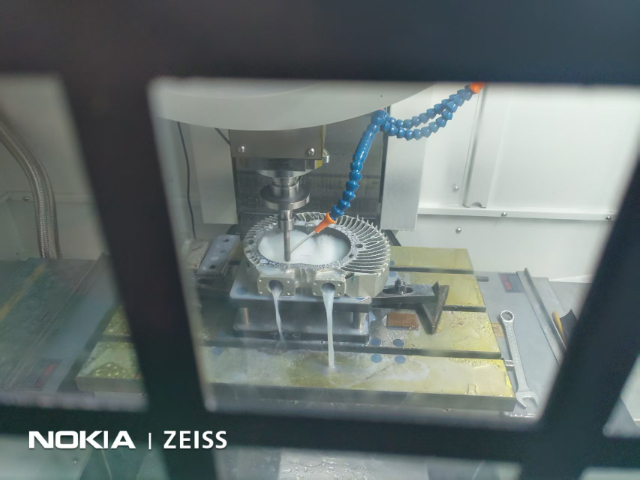
针对陶瓷、玻璃、碳化硅等硬脆材料,超声波机床相比传统机床具有优势。硬脆材料硬度高但韧性差,传统铣削易因切削力集中导致材料崩边、裂纹,而超声波机床通过高频振动将切削力降低至传统加工的 1/3-1/5,减少对材料的冲击,加工后工件表面粗糙度可稳定控制在 Ra 0.8μm 以下,崩边率降低 90% 以上。...

为保障超声波机床质量一致性,生产过程需遵循标准化与严格质量管控:一是零部件采购标准化,部件(如换能器、数控系统)从合格供应商采购,确保零部件性能稳定;二是装配工艺标准化,制定详细装配流程,明确各部件装配顺序与扭矩要求,例如换能器与变幅杆连接扭矩需控制在 25±2N・m;三是出厂检测标准化,每台设备需...

模具制造对型腔精度、表面光洁度要求高,尤其针对陶瓷模具、硬质合金模具等难加工模具,超声波机床可发挥优势。加工陶瓷模具型腔时,超声波机床通过高频振动实现精密铣削,型腔表面粗糙度可控制在 Ra 0.4μm 以下,尺寸误差小于 ±0.005mm,避免传统加工需多次抛光的工序;加工硬质合金模具刃口时,可减少...