企业商机
首页 > 企业商机
首页 > 企业商机
改变刀片槽型:通过更换切削刀片槽型,增加铁屑卷曲率,实现断屑目的。 使用中心内冷、吹气功能:冷却液可以更好的到达切削部位,通过压力促使铁屑折断,同时将铁屑带出孔外。但是部分机床不带有...

重切削・立铣刀用BIG铣刀柄美夹倍力型刀柄夹持直径φ16-φ50BBT(BIGPLUS)BDV(BIGPLUS)HSK_AHSK_FBIGCAPTO配件螺母与本体完全紧贴。铣刀柄进一步强化,与主轴近乎...

BIG大昭和——优越性能,满足您的需求在工业领域,精密与稳定是永恒的追求。BIG大昭和,凭借其出色的产品特性和功能,成为了众多企业的品牌。其产品规格多样,适应性强,无论是大型机械设备还是精密仪器,都能...

下面从BBT与HSK刀柄的区别对比来给大家提供一个选择的方向。受本身结构限制,与HSK刀柄相比BBT基础柄可以做的更短,刃具插入量更大,从而使刃具伸出量变短。 在主轴拉紧后,与HSK...

带跳动精度调节机构的BIG弹簧刀柄 ,精度可调式RA刀柄新倍比高精度弹簧夹头。夹持直径:φ0.5-φ20.接口有:BBT(BIGPLUS); HSK_A ;配件夹头式刀柄增加跳动精度调节机构。修正机...

我们来了解下HSK系统中,常见的切屑进入到刀柄内锥孔的途径:1、切削液过滤不充分,残留于内锥孔中;(常出现于具有中心出水的机床主轴中)2、高速转动的主轴,由于离心力原因,刀柄将加工过程中产生的细小铁屑...

段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的...

大昭和刀柄——精工细作的优越之选在机械加工的广阔天地中,大昭和刀柄以其独特的工艺和品质,成为众多工业用户的选择。相较于市场上的同类产品,大昭和刀柄在设计与制造上均展现了其不凡的实力。大昭和刀柄采用先进...

因此,高精度刀柄不但不会增加产品的制造成本,反而能大幅降低企业的刃具消耗成本,提高产品精度和表面质量,更重要的是可以提升产品的工业附加值和企业的主要技术竞争力,收获更高的利润和企业形象。近年来随着机械...

大昭和刀柄——精工细作的优越之选在机械加工的世界里,大昭和刀柄以其独特的设计和优越的性能,成为了行业内的佼佼者。与市场上的同类产品相比,大昭和刀柄展现出了明显的差异化优势。首先,大昭和刀柄在材质选择上...

大昭和刀柄——精工细作,安全无忧工业制造领域,大昭和刀柄以其优越性能和稳定质量,成为众多企业的选择。作为专业的安全防护行业产品,大昭和刀柄在各类机床加工中发挥着不可或缺的作用。大昭和刀柄采用先进的工艺...

BIG高精度液压刀柄高精度液压刀柄UP型夹持直径φ3-φ6HSK_E追求更高精度的液压刀柄。实现4倍直径处1µm以下的高跳动精度。4倍直径处1μm以下的高跳动精度。重复跳动精度测试型号:HSK-...

孔的加工方法及精度:钻孔精度:IT10~IT13粗糙度:。镗孔加工:镗孔加工就是指将工件上原有的孔进行扩大或精化。它的特征是修正孔的偏心、获得精确的孔的位置,取得高精度的圆度、圆柱度和表面光洁度。所以...

下面从BBT与HSK刀柄的区别对比来给大家提供一个选择的方向。受本身结构限制,与HSK刀柄相比BBT基础柄可以做的更短,刃具插入量更大,从而使刃具伸出量变短。 在主轴拉紧后,与HSK...

在机械加工领域,大昭和刀柄以其优越的性能和稳定性而备受赞誉。相较于市场上的同类产品,大昭和刀柄展现出了独特的优势。其采用先进的制造工艺,确保了刀柄的精度和耐用性,从而明显提高了切削效率。此外,大昭和刀...

粗、精立铣刀用弹簧BIG刀柄美夹E型刀柄夹持直径φ3-φ12BBT(BIGPLUS)BDV(BIGPLUS)HSK_AHSK_FBIGCAPTO配件高速、高刚性的立铣刀加工用高精度弹簧夹头。具有...

大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。两面定位系统B...
大昭和刀柄——精工细作的优越之选在机械加工的广阔天地中,大昭和刀柄以其独特的工艺和品质,成为众多工业用户的选择。相较于市场上的同类产品,大昭和刀柄在设计与制造上均展现了其不凡的实力。大昭和刀柄采用先进...

光洁度差可能原因:刀尖圆角过小;进给过大;排屑不良应对方案:换大圆角刀片;降低进给;增大排屑空间/中心内冷/修改切削余量刀片寿命短可能原因:刀片材质错误;转速过大;冷却不良;切削余量过大应对方案:换耐...

BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特...
所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问...

清洁。“清洁”看似很微不足道的事情,但其影响却非常大,如果清洁没做到位,带来的后果可能会很严重,比如损坏主轴,工件报废等,所以不容忽视!请时刻保持主轴锥孔及端面和刀柄锥柄及法兰上端面的清洁...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的...
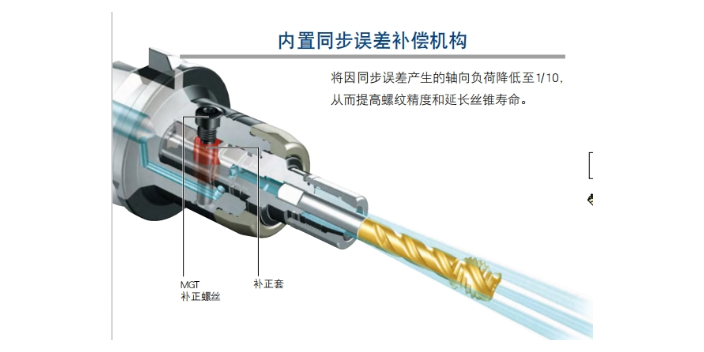
此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。如图,使用动力测定器测出M1...

大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。两面定位系统B...

硬质合金钻头・铰刀・精加工立铣刀用BIG美夹新倍比高精度弹簧夹头兼具高精度和通用性,实现高速加工。⨋新增最大夹持直径φ。追求1μm以下的高精度夹套根据用途对应的内冷方法产品系列十分丰富从设计到选材、加...
BIG大昭和——优越性能,满足您的需求在工业领域,精密与稳定是永恒的追求。BIG大昭和,凭借其出色的产品特性和功能,成为了众多企业的品牌。其产品规格多样,适应性强,无论是大型机械设备还是精密仪器,都能...

下面从BBT与HSK刀柄的区别对比来给大家提供一个选择的方向。受本身结构限制,与HSK刀柄相比BBT基础柄可以做的更短,刃具插入量更大,从而使刃具伸出量变短。 在主轴拉紧后,与HSK...

【案例】BIG大昭和的极小径(φ0.05)可用的刃尖位置测量器(BM-50M)可以很好的解决极小径刃具使用接触式对刀且不损伤刃尖的难题。 刃具接触到本体上施加约0.3N这种很小的压力就能触发...
2024.05.16 四川大昭和刀柄资料
2024.05.16 成都日本BIG大昭和厂商
2024.05.16 国内BIG大昭和参考价
2024.05.16 山东液压大昭和刀柄刀柄
2024.05.16 重庆什么是BIG大昭和刀片
2024.05.16 四川系列大昭和刀柄怎样
2024.05.15 广东高速BIG大昭和真假区分
2024.05.15 天津进口BIG大昭和参考价
2024.05.15 四川什么是BIG大昭和厂家
2024.05.15 广东高速BIG大昭和型号
2024.05.15 浙江日本BIG大昭和技术
2024.05.15 重庆国内BIG大昭和配件
2024.05.14 重庆弹性大昭和刀柄配件
2024.05.14 湖北进口BIG大昭和资料
2024.05.14 福建高速BIG大昭和配件
2024.05.14 湖北大昭和刀柄型号
2024.05.14 江苏本地BIG大昭和价格行情
2024.05.14 江苏靠谱的BIG大昭和厂商
2024.05.13 江苏日本BIG大昭和型号
2024.05.13 浙江系列大昭和刀柄价格