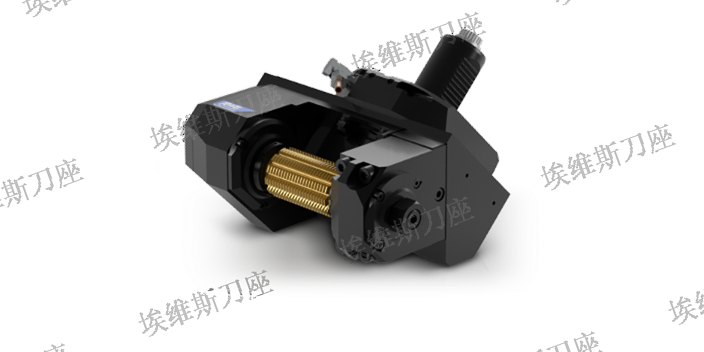
刀柄是连接机床主轴与刀具的重要桥梁。刀柄的价值与成套的价值相比是微不足道的,但它却是连接机床主轴与刀具的重要桥梁,对于加工质量的好坏产生着重要的影响。现代大型高速加工设备越来越多的被应用到生产中,如何选择合适的刀柄以适应逐渐提高的机床主轴转速,加工出高精度的模具型面,显得尤为重要,技术人员必须综合考...
刀柄基本参数
- 品牌
- EWS
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
刀柄企业商机
刀柄是连接机床主轴与刀具的重要桥梁。刀柄的价值与成套的价值相比是微不足道的,但它却是连接机床主轴与刀具的重要桥梁,对于加工质量的好坏产生着重要的影响。现代大型高速加工设备越来越多的被应用到生产中,如何选择合适的刀柄以适应逐渐提高的机床主轴转速,加工出高精度的模具型面,显得尤为重要,技术人员必须综合考虑刀柄的各种特性,尤其是在高速运转条件下的夹紧力和径向跳动误差精度及其动平衡质量,这样有利于降低刀具本身存在的振动。HSK刀柄在工作过程中的失效形式主要有两种:一是由于刀柄材料强度不足,在巨大离心负荷作用下发生破坏;二是由于高速旋转降低动态夹紧力,使夹紧系统不能提供足够的夹紧力以确保切削加工的顺利进行。因此,对HSK刀柄临界使用转速的计算应该从材料强度和夹紧力两方面进行分析。机床由于各种加工的要求不尽相同,与之相呼应是不同夹紧方式的刀柄。安徽快换刀柄型号

刀柄作为连接机床和刀具的重要“桥梁”,关系着加工精度、刃具寿命、加工效率等的优劣,影响加工质量与加工成本。利用刀柄和刃具的热膨胀系数之差,实现夹紧刃具。适用范围:干涉条件要求较高的加工场合。 特点:防干涉性好;夹持范围小,只能夹持一个尺寸的刃具;初期跳动精度较好(随着加热次数的增加下降较快);需专门的加热冷却装置,安全性差,对操作人员要求高。通过螺母压迫刀柄本体收缩,实现夹持刃具。适用范围:立铣刀的重切削。浙江埃维斯刀柄生产厂家KM刀柄的结构与HSK刀柄及其相似。

刀柄上承受的弯矩是由横向作用在刀具上的力产生的。刀柄的弯矩承载能力是在弯矩作用下使刀柄法兰接触面的一边开始分离时的弯矩值,从这个临界弯矩值开始,弯矩—变形特征曲线的走向明显变陡,表明刀柄装夹的连接强度迅速降低。在接近临界点时,连接强度已经不够,尽管此时刀柄的法兰面与主轴端面还保持各方面的接触,但弯矩已接近使两者分离的临界值。这个临界弯矩的大小主要取决于拉紧力,因此加大拉紧力可以提高较大弯矩。这一点对悬伸较长的刀具有特殊的意义,此时一个较小的切削力就会产生较大的弯矩。但是加大拉紧力会增加作用在刀柄夹紧斜面上的总载荷,尤其是在高使用传速下,由于离心力的作用,内部夹爪所施加的夹紧力随之增加,致使夹紧的可靠性得以提高,但另一方面却使刀柄较薄的部位承受很大的载荷,导致刀柄损坏。
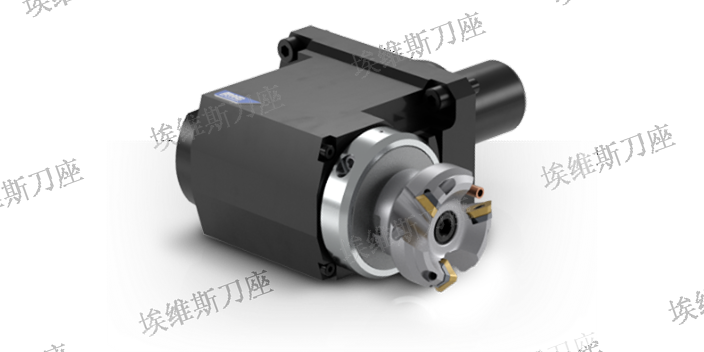
常用的刀柄。它能承受较高的转速和较高的力矩,多用于自动换刀机床。其锥度柄直接安装于机床主轴的锥孔中,在刀柄的顶部有连接螺栓(拉钉),机床中主轴的夹钳夹住刀柄顶部的拉钉向上拉,将刀柄拉入机床主轴中,同时主要靠刀柄与机床主轴壁间的摩擦力夹固。HSK真空刀柄中,A型和E型的区别:(1)A型有传动槽而E型没有。所以相对来说A型传递扭矩较大,相对可进行一些重切削。而E型传递的扭矩就比较小,只能进行一些轻切削。(2)A型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。而E型没有,所以E型更适合于高速加工。E型和F型的机构完全一致,它们的区别在于:同样称呼的E型和F型刀柄(比如E63和F63),F型刀柄的锥部要小一号。HSK-E型,F型,都可以在三四万转的情况下,正常加工,为高精度的工件,提供了保障。

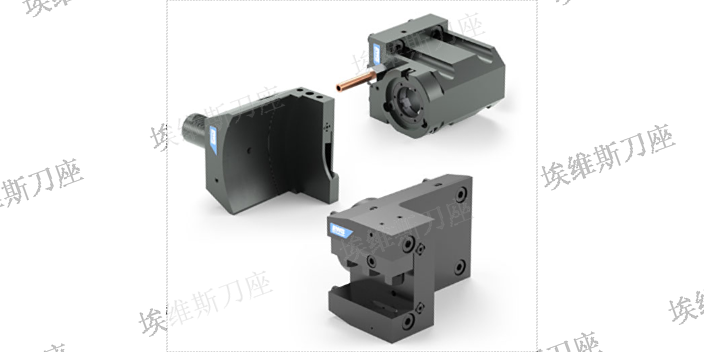
数控机床刀具刀柄的构造方式分为整体式与模块式两种。整体式刀柄其装夹刀具的工作局部与它在机床上装置定位用的柄部是一体的。这种刀柄对机床与零件的变换顺应才能较差。为顺应零件与机床的变换,用户必需储藏各种规格的刀柄,因而刀柄的应用率较低。模块式刀具系统是一种较先进的刀具系统,其每把刀柄都可经过各种系列化的模块组装而成。针对不同的加工零件和运用机床,采取不同的组装计划,可取得多种刀柄系列,从而进步刀柄的顺应才能和应用率。刀柄构造方式的选择应统筹技术先进与经济合理:对一些长期重复运用、不需求拼装的简单刀具以装备整体式刀柄为宜,使工具刚性好,价钱廉价(如加工零件外轮廓用的立铣刀刀柄、弹簧夹头刀柄及钻夹头刀柄等);在加工孔径、孔深经常变化的多种类、小批量零件时,宜选用模块式刀柄,以取代大量整体式镗刀柄,降低加工本钱;对数控机床较多特别是机床主轴端部、换刀机械手各不相同时,宜选用模块式刀柄。由于各机床所用的中间模块(接杆)和工作模块(装刀模块)都可通用,可减少设备投资,进步工具应用率。刀柄与设备联接系统检查和设备控制系统检查都是对设备机械结构分析检查来解决问题。安徽键槽刀柄订购
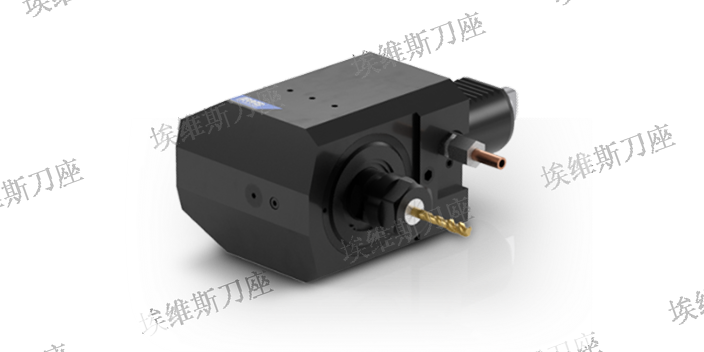
侧固式刀柄是通过侧面固定螺丝锁紧刃具。安徽快换刀柄型号
液压刀柄的基本工作原理:如果我们利用两个气胀轴的同心圆筒,封住两端组成一个圆筒形的空腔,把液压油在圆筒的其中一个给充满,而且对油液进行施加一定的压力,这个压力就会用相等的数值传到油腔的每一个部位的。如果把这两个同心的圆筒的外筒壁做薄,则它受到压力后,就会向外膨胀,如果把这两个同心的圆筒的内筒壁做薄,则它受到压力后,就会向内膨胀。根据这个变形的薄壁,就可以实现对内孔的胀紧夹持和对外径的胀紧夹持。由于这个时候的薄壁其实是每一处都均匀着承受着油压,因此其对零件的内孔和外径进行涨紧后,它的夹持精度就会非常高,静压膨胀芯轴和液压刀柄就是根据这个原理开发出来并成功地将其应用于机械制造行业内。安徽快换刀柄型号
埃维斯刀座技术(太仓)有限公司成立于2015-10-20,位于太仓经济开发区北京东路88号,公司自成立以来通过规范化运营和高质量服务,赢得了客户及社会的一致认可和好评。公司主要经营刀座,动力刀座,固定刀座,EWS刀座等,我们始终坚持以可靠的产品质量,良好的服务理念,优惠的服务价格诚信和让利于客户,坚持用自己的服务去打动客户。EWS致力于开拓国内市场,与机械及行业设备行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。我们本着客户满意的原则为客户提供刀座,动力刀座,固定刀座,EWS刀座产品售前服务,为客户提供周到的售后服务。价格低廉优惠,服务周到,欢迎您的来电!
与刀柄相关的文章

上海机床刀柄质量怎么样
- 浙江0度刀柄哪家好 2024-08-15
- 浙江90度刀柄哪家好 2024-08-15
- 铣刀柄厂家直销 2023-06-05
- 安徽铣床刀柄订购 2023-06-05
- 多头刀柄哪个牌子好 2023-06-05
- 上海偏心刀柄种类有哪些 2023-06-04
- 浙江铣刀柄厂家电话 2023-06-04
- 江苏90度动力刀柄购买 2023-06-04
- 江苏内孔刀柄购买 2023-06-03
- 内孔刀柄怎么样 2023-06-03
- 上海埃维斯刀柄厂家价格 2023-06-03
- 上海端面刀柄购买 2023-06-02
与刀柄相关的产品

与刀柄相关的新闻
-
上海滚刀柄厂家 2023-05-31 08:19:10要实现稳定的高速铣加工,按照要求对刀具和刀柄装置进行动平衡并对其同轴度进行检查至关重要,还必须考虑与动平衡质量有关的旋转速度极限。动平衡对整个旋转系统的动态性能有着重要的影响。不平衡时相当于有一个偏心物体在旋转。这个偏心物体能够引发离心力,其随着转速的增加呈平方值增大。因此,高速加工中刀具刀柄装置的...
-
车床刀柄多少钱 2023-05-31 05:12:03钛材是作为刀柄的一种材料。钛是一种轻质金属合金,它可以提供超越任何金属中良好的防腐蚀(防锈)性能。它比铝重一点,但仍然被认为是轻量级的金属,而且更坚固,就是加工起来比较昂贵。钛是一种稀有金属,冬天抓握也不会太凉。虽然它非常坚固,但仍有一定的“弹性”,这也是很多刀锁里用它做衬垫的原因。同样的,通过阳极...
-
江苏EWS外圆刀柄厂家价格 2023-05-31 01:12:02刀柄作为连接机床和刃具的重要“桥梁”,关系着加工精度、刃具寿命、加工效率等的优劣,后来影响加工质量与加工成本。热缩刀柄的原理:利用刀柄和刃具的热膨胀系数之差,实现夹紧刃具。适用范围:干涉条件要求较高的加工场合。特点:1、防干涉性好;2、夹持范围小,只能夹持一个尺寸的刃具;3、初期跳动精度较好(随着加...
-
安徽铣床刀柄生产厂家 2023-05-30 09:17:34液压刀柄常见使用问题及解决方式有哪些?1:液压刀柄多次拆刀,对夹紧有影响吗?液压刀柄属于高精度刀柄,尽量每个刀具专门一个刀柄,普通刀柄也应该尽量减少拆卸。2:液压刀柄松掉加压螺栓刀具仍无法取出怎么办?可能是刀柄里面堵塞,可以尝试用气筒从刀柄尾部内冷孔位置往里面吹气,清洁一下。3:液压刀柄及热胀刀柄的...
与刀柄相关的问题
新闻资讯
产品推荐
-
浙江Capto动力头报价
2024-09-08 -
深圳径向动力头厂家电话
2024-09-08 -

上海0度动力动力头价格
2024-09-08 -

北京0度动力头厂
2024-09-08 -
安徽动力头订做
2024-09-08 -
北京内孔动力头哪家质量好
2024-09-08 -
深圳外圆动力头多少钱
2024-09-08 -
浙江插槽动力头费用
2024-09-08 -
深圳双头动力头定制
2024-09-08