现如今的大量的车铣复合机要求顾客针对多径向、高速旋转的商品需要量明显的提升,因此这类时代特征下什么高效率的动力头更能具有非常好的功效,这都是制造行业发展趋势的要求。另外时下的融合社会发展倡导的是绿色环保性,因此动力头商品务必更佳的反映出翠绿色节能减排、专业技能环境保护的特点。因此商品再设计方案全过程...
动力头基本参数
- 品牌
- EWS
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
动力头企业商机
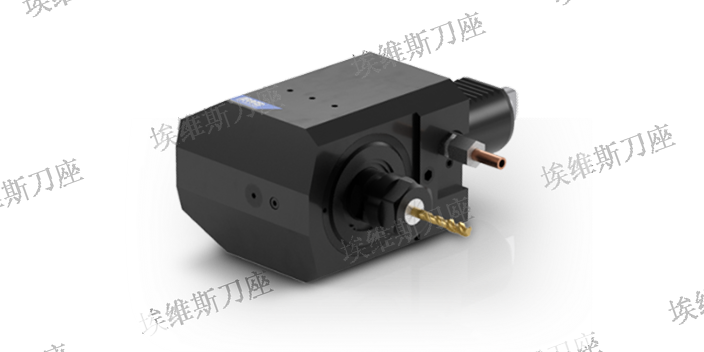
动力头是金属加工机床的重要动力部件之一,其性能质量的好坏直接影响到加工的精度与效率,但在一般的属加工机床设计中,动力头只能提供主运动,其进给运动是由与之相配套的液压或机械滑台来实现的,这就给属加工机床的设计和制造带来了较大的困难。作为组合机床的重要动力部件之一,数控动力头具有体积小、重量轻、结构紧凑、实用面广、组合多变等优点,能够根据用户的需要组合成多种形式的金属加工机床。数控动力头的的旋转运动(主运动)采用电机通过同步带直接驱动,进给运动采用压缩空气作为动力源,实现主轴“快进、工进、快退”的自动循环,进给运动采用液压阻尼器,进给速度无级可调,进给行程连续可调,钻削功率大,能同时驱动多根钻轴工作。一台新的动力头,在开始使用的时候,要注意其转数不可以处于饱满的情况。浙江Capto动力头报价
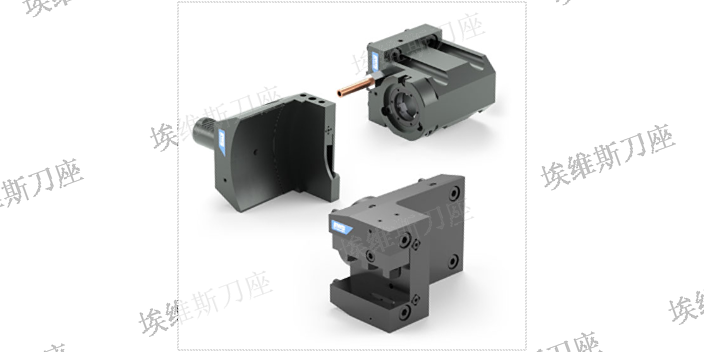
现在的动力头,都是由高质量的一个原材料制作而成的。而且,功能也是经过了磨削的一种处理方式。大多数的一个动力头都是全程的配备了一个高准度的住轴的轴承。所以,大部分用的都是高精度的一个机床。由于现在动力的头都在应用,所以有一些钻机的工作动力源,都是通过驱动与钻具的回转作用,直接地连接到结钻具,然后承受钻具的一个总体的重量。工作的时候,各个方面的冲击以及加压的钻进时的一种高压力,在长时间的动力头皮带轮运作下就会出现或多或少的一些磨损,并且还会出现开裂的现象。这个时候是非常需要换动力头的皮带轮,以此来保证其能够进行正常的工作,甚至能够有效的改善工作效率。多头动力头购买钻削动力头属于机械进给以卧式工作为主,也有立式、左侧、右侧式样,采用合金钢斜齿轮传动。
为了保证动力头的内部的油封有着一个很长的运用寿数,在伺服动力头的冷却液没有开启的时分,千万不能够直接运用动力头,由于假如冷却液没有发动就运用的话,就会加大关于其内部的油封的磨损,并且速度也是很快的,这样长时间下来,就会对油封形成很大的危害,进而直接的下降了它的受用寿数。为了保证动力头在运用的时分,下降它的动力刀座内的一些小配件的磨损和损坏,还有关于它的油封的磨损等,这样咱们不只需求先发动动力头的冷却液,然后在进行下一步的操作;其次,咱们还需求为它的冷却液供给一个适宜的过滤设备来对这些冷却液进行过滤操作和维护操作,这样在保证冷却液纯度的一起,又能够有用的保证刀座内部的零配件和油封的运用寿数且接受很小的磨损损伤。
在进行加工时车床的工作效率至关重要,现在生产行业不仅会关注产品的加工生产量,也会关注产品的加工制作质量,而车床对于产品的加工制作效果有很大的影响,所以需要重视车床的工作效率。动力头作为车床的组成部分,装置对于车床的应用状态也有很大影响,所以需要重视装置的实际应用情况。现在产品的加工生产操作难度越来越高,产品需要达到复杂的加工目的,而且产品的加工精度也不容忽视,而这些都是生产厂家需要解决的难题,也会重视车床装置的选用情况。动力头的应用对改善产品加工生产质量有很大的帮助,在使用装置期间可以达到更高的精度标准,而且装置的工作效率稳定,在安装之后不容易出现故障问题,装置的适用范围也比较广,可以满足更多行业的安装使用需求。伺服同步攻丝动力头很大缩短了产品的加工周期,有效的提高了生产效率。
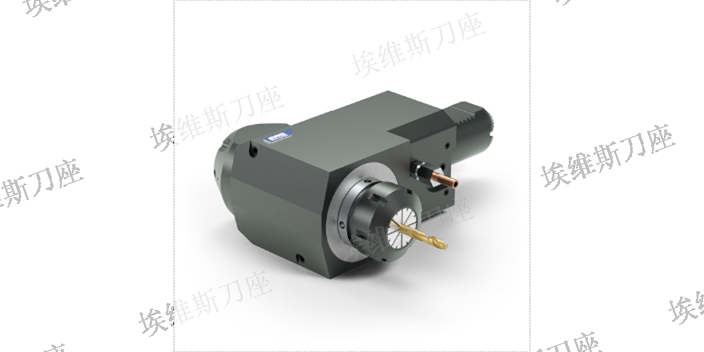
进给运动,由于气压传动具有动作反应快、环境的适应性好、结构简单、体积小等优点,并能实现无级调速,工作寿 命长,动力源来源方便,因此,动力头的进给运动采用压缩空气作为动力源。考虑到空气的可压缩性,载 荷变化时动力头的运动的平稳性较差,工进速度的调整和控制采用液压调速器来实现,动力头的快进和快 退速度分别用排气节流阀来调整。控制系统,钻孔动力头的进给运动采用了压缩空气为动力源,其进给运动的控制也采用了气动控制系统,由一 个二位五通气控阀、一个机动阀、二个手动阀,若干个节流阀和两个外部控制气源口组成,结构紧凑,具 有手动和远距离控制操作功能及原位、前位信号和复位信号保护功能。动力头快进行程和工进行程可通过 挡铁连续可调。铣削动力头能单独使用,也可用多个动力头组合成生产流水线进行成批量生产。北京HSK动力头
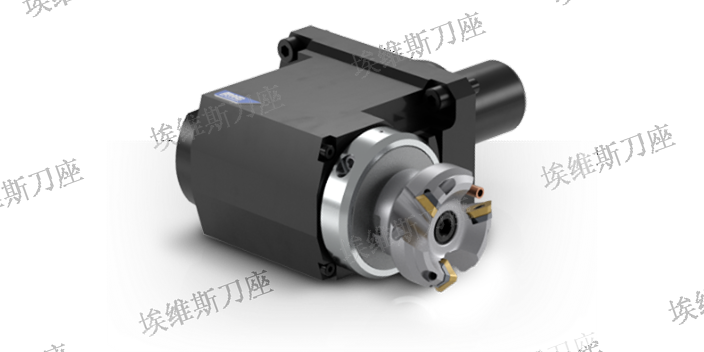
铣削动力头可组成铣加工机床,常用于对铸件、钢及有色金属零件的铣平面或铣槽加工。浙江Capto动力头报价
铣削动力头的使用注意事项:1、铣削动力头开机时应经常观察、检查油泵供油状态,如发现油镜无油时应立即停机检修。2、一般当选用所需转速时,应用手转动刀盘或电气点懂主轴旋转,方可进行变速,严禁主轴连续旋转时变速。3、铣削动力头进刀时,应首先松开铣头夹紧手柄,然后按铣削要求进刀,进刀完毕后重新夹紧铣头。4、本铣头设计刀盘很多直径为200mm(用于精铣)。5、铣削动力头选用20#-30#机械油。镗铣动力头操作规程工作中认真做到以下几点:1、铣削不规则的工件及使用虎钳、分度头及夹具持工件时,不规则工件的重心及虎钳、分度头、夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。2、在快速或自动进给铣削时,不准把工作台走到两,以免挤坏丝杆。3、不准用机动对刀,对刀应的动进行。4、工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。5、铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。6、动力头铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床铣削中产生震动。浙江Capto动力头报价
与动力头相关的文章
安徽偏心动力头代理商
- 上海插槽动力头价格是多少 2024-09-09
- 浙江0度动力动力头生产厂家 2024-09-09
- 深圳车铣复合动力头企业 2024-09-09
- 北京0度动力头生产厂家 2024-09-09
- 浙江HSK动力头品牌 2024-09-09
- 深圳0度动力动力头订做 2024-09-09
- 滚齿动力头生产公司 2024-09-09
- 北京双头动力头价钱 2024-09-09
- 北京90度动力动力头订做 2024-09-09
- Capto动力头厂家 2024-09-08
- 浙江Capto动力头报价 2024-09-08
- 深圳径向动力头厂家电话 2024-09-08
与动力头相关的产品
与动力头相关的新闻
-
深圳外圆动力头多少钱 2024-09-08 04:03:38攻丝动力头运转前,请确认在其动作范围之内没有人,运转过程中不要接近攻丝动力头的动作范围或碰触它,否则会造成人身伤害,发生冒烟、异味、异音等异常状态时,请立即切断电源,并联络我司进行修理。如不及时处理,会造成故障或触电事故,不要用湿手操作控制器及电气附属品,以免触电,通电过程中,请不要触摸电机及控制器...
-
浙江插槽动力头费用 2024-09-08 05:03:21动力头的安装有什么用处呢?动力头的使用,很大提高了机床加工的工作效率,相比于传统的机床加工设备,动力头很大减少了劳动力成本,给加工的公司带来了较好的收益。正确的安装应用动力头还可以改进生产加工生产工艺流程,这类设备可以让生产过程获得简单化,还可以防止繁杂的操作流程,应用设备的综合性运用实际效果更为突...
-
深圳双头动力头定制 2024-09-08 03:03:57伺服攻丝动力头,顾名思义,是一款采用伺服电机转配而成动力头,属于加工螺纹的高精密机械设备。不但采用了AC伺服马达控制主轴的转速和同步进给‚实现了零时间变速和换向‚从而缩短了加工周期的时间‚提高了设备的加工效率;更具有第二原点功能‚能够有效的提高加工效率;还采用高性能的数控系统‚能够有效的保证高精度螺...
-
北京内孔动力头供应 2024-09-07 01:03:53使用动力头时要注意的安全事项,动力头在操作上是具有一定的危险性,在使用时需要小心一些,首先使用检查机械仪表及工具等的完好情况,机床保险螺丝及销子不得松动,滚动部位不得放有工具、量具或其它物品,检查各部油位及各油标,应有足够油量,操作工人应穿工作服并扎紧袖口,工作时不得戴手套,长发和发辫应盘入帽内,严...
与动力头相关的问题
新闻资讯
产品推荐
-
浙江Capto动力头报价
2024-09-08 -
深圳径向动力头厂家电话
2024-09-08 -

上海0度动力动力头价格
2024-09-08 -

北京0度动力头厂
2024-09-08 -
安徽动力头订做
2024-09-08 -
北京内孔动力头哪家质量好
2024-09-08 -
深圳外圆动力头多少钱
2024-09-08 -
浙江插槽动力头费用
2024-09-08 -
深圳双头动力头定制
2024-09-08