无尘粉体气力输送技术是解决粉体输送过程中粉尘污染问题的关键技术,其通过全封闭的输送路径与高效的气固分离设计,实现粉体物料的密闭输送,从根本上杜绝粉尘泄漏与飞扬,明显改善车间作业环境,有效保护操作人员的身体健康。在传统粉体生产车间,粉尘扩散不只导致空气质量恶化,还可能引发呼吸道疾病、皮肤过敏等职业病,危害员工健康;同时,粉尘沉积还可能导致设备故障、电路短路等安全隐患。无尘粉体气力输送技术采用密闭管道将供料点与卸料点连接,物料在管道内密闭传输,无任何外露环节,避免粉尘扩散至车间环境。系统末端配备高效过滤装置,将输送气流中的残余粉体彻底过滤,净化后的气体排入车间或室外,确保排放气体无粉尘污染。此外,无尘技术还能减少物料浪费,提升物料利用率,降低生产成本。在食品、医药、化工、建材等行业,无尘粉体气力输送技术已成为标配,不只帮助企业打造清洁、安全的作业环境,保障员工职业健康,还符合国家环保与职业健康标准,提升企业合规经营水平。节能粉体气力输送方案优化气流与能耗,降低运行成本与能源消耗。广东间歇粉体气力输送厂家

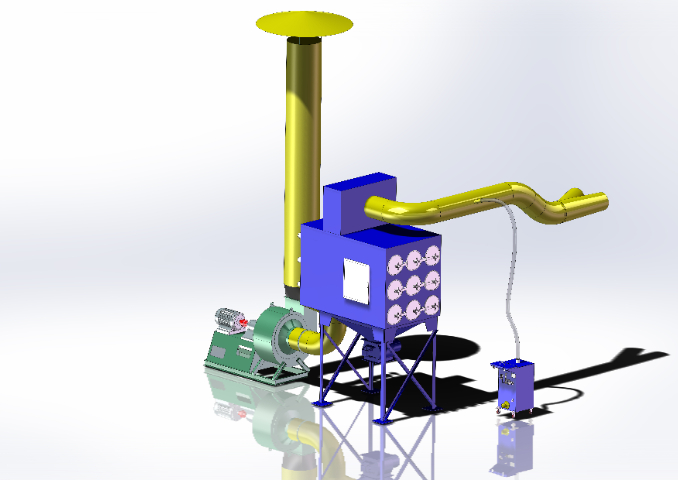
正压粉体气力输送设备是工业生产中应用普遍的粉体长距离输送方案,其工作原理是利用高压气源(如罗茨风机、空压机)产生的正压气流,在密闭管道内将粉体物料推送至指定的卸料点。与负压系统相比,正压系统能够提供更强的输送动力,有效克服管道沿程阻力与局部阻力,因此特别适合长距离(可达数百米甚至上千米)、大产量、高浓度的粉体输送需求。在建材、冶金、粮食加工等规模化生产行业,正压粉体气力输送设备能够实现从原料仓到生产线、或从生产车间到成品库的远距离连续传输,大幅提升物流效率。该系统通常由气源设备、供料装置(如旋转供料器)、输送管道、气固分离器与卸料仓组成,各组件协同工作,确保物料稳定输送。正压系统的供料端压力较高,对供料设备的密封性要求严格,需选用耐压性能良好的旋转阀或柱塞式下料器。尽管正压系统的设备投资与能耗相对较高,但其强大的输送能力与稳定性,使其成为长距离、大产量粉体传输场景的理想选择方案,为企业实现连续化、规模化生产提供了有力支撑。广西定制粉体气力输送设备低压粉体气力输送系统运行噪音低,改善车间工作环境。

连续粉体气力输送技术通过实现不间断、稳定均匀的物料输送,有效减少物料损耗与浪费,明显提升生产线的整体物料利用率,为企业降低生产成本、提升经济效益。该技术采用连续式供料装置(如旋转供料器、螺旋供料器)与稳定的气源系统,确保物料在管道内持续、均匀流动,避免了间歇式输送中频繁启停导致的物料冲击、沉积与飞扬。全封闭的输送结构杜绝了物料在转运过程中的泄漏与飞扬,从源头减少了物料浪费;精确的流量控制与气固比调节,确保物料充分利用,避免过量输送或供应不足。连续输送模式与生产线节奏精确匹配,实现 “按需供料”,减少了物料在中间环节的堆积与滞留,降低了物料受潮、污染、变质的风险,保障物料品质与利用率。同时,连续运行减少了设备启停次数,降低了能耗与设备损耗,进一步提升了生产效率。连续粉体气力输送技术以其高效、稳定、低损耗的优势,成为企业实现物料精细化管理、提升资源利用率的关键技术支撑。
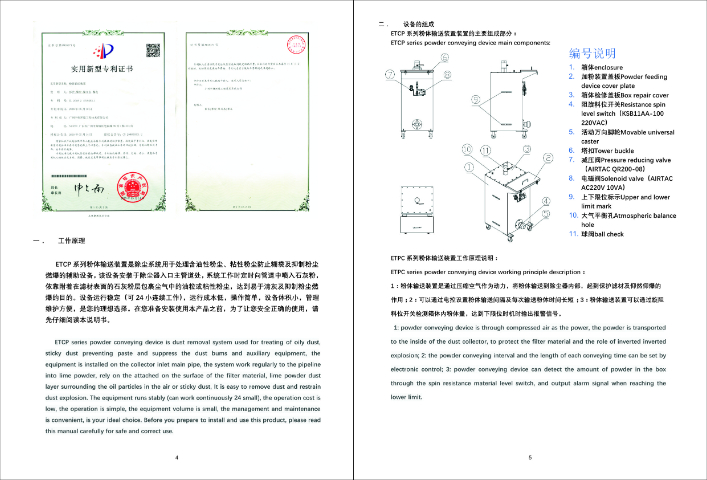
粉体气力输送流程是一个从物料供应到卸料回收的完整闭环作业,主要包括供料、输送、气固分离、卸料与余气处理五个环节,各环节协同工作,实现粉体物料的高效、密闭输送。供料环节通过供料装置(如旋转供料器、仓泵、螺旋供料器)将物料均匀、稳定地加入输送管道,确保物料与气流充分混合。输送环节是关键,气流携带物料在密闭管道内流动,根据输送方式(稀相 / 密相、负压 / 正压)实现物料的悬浮或推送前进。气固分离环节通过分离器(如旋风分离器、布袋除尘器)将物料与输送气流分离,确保物料充分回收,避免浪费。卸料环节将分离后的物料送入料仓或生产设备,完成输送任务。余气处理环节将分离后的气流进行过滤净化,达标后排放或回收利用,避免粉尘污染。整个流程通过控制系统协调各环节参数,确保节奏匹配、运行稳定。完整的闭环作业实现了粉体物料的高效利用与低污染排放,符合环保与高效生产要求,是现代粉体输送的标准流程。化工粉体气力输送设备耐腐蚀、耐磨损,适配各类化工原料输送。

粉体气力输送效率是衡量系统性能的关键指标,直接影响生产线的整体运行速度、物料损耗率与生产成本,是企业提升生产效率与经济效益的关键。输送效率高意味着物料能够快速、稳定地从供料点输送至卸料点,避免因供料不足或中断导致的生产线停机,保障生产连续性,提升整体运行速度。同时,高效输送能够减少物料在管道内的沉积、飞扬与破碎,降低物料损耗率,节约原材料成本。输送效率受多种因素影响,包括气流参数(风量、压力、流速)、气固比、管道布局、设备性能与维护状况等。优化气流参数、合理设计管道、选用高效设备、规范维护保养,能够明显提升输送效率。对于规模化生产企业,输送效率的微小提升,都能带来巨大的经济效益。粉体气力输送效率不只关系系统自身性能,更关乎整条生产线的运行效率与企业生产成本,是企业必须重视的关键指标。粉体气力输送设备改造可升级控制系统,提升自动化与节能水平。广东密相粉体气力输送案例
负压粉体气力输送设备结构简单,适合近距离、小产量的粉体输送。广东间歇粉体气力输送厂家
全自动粉体气力输送系统融合自动化控制与传感技术,实现从供料、输送、卸料到清灰的全流程自动化运行,无需人工干预,大幅提升输送效率与企业生产自动化水平。该系统配备 PLC 控制系统、触摸屏操作界面与各类传感器(如压力传感器、料位传感器、流量传感器),能够实时监测系统运行状态,自动调节风量、压力、输送量等关键参数,确保输送过程稳定高效。当料仓料位低于设定值时,系统自动启动输送程序;料位达到设定值时,自动停止输送,实现精确供料。同时,系统具备自动清灰、自动故障诊断与报警功能,当出现管道堵塞、压力异常等问题时,自动采取措施(如反吹清灰)并发出报警提示,无需人工巡检与操作。全自动运行模式不只降低了人工成本与劳动强度,还减少了人为操作带来的误差与安全隐患,提升了输送过程的稳定性与可靠性。在化工、食品、医药等规模化生产行业,全自动粉体气力输送系统是实现车间无人化、智能化运行的关键装备,能够有效提升生产线整体效率,降低生产成本,增强企业市场竞争力。广东间歇粉体气力输送厂家
广州宇特环境工程技术有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广州宇特环境工程技术供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!