操作的标准:正确安装和准确操作真空输送,请按照以下方法:1、气动真空输送机在交货时就已安装完毕,只需在容器上固定即可,但要与设备的接口一致。2、在连接压缩空气时,请在主气源管道处安装气源三联件,保证所使用的气源是纯净的,在使用设备时请校正气源的比较好工作压力。3、检查设备,在此过程中不要输送...
输送上料基本参数
- 品牌
- 强旱
- 型号
- QH-S
- 类型
- 斗式输送机,螺旋输送机
- 电机功率
- 4
- 加工定制
- 是
- 外形尺寸
- 3500*300*275
- 输送距离
- 3
- 产地
- 江苏
- 适用领域
- 化工、粮食
- 是否跨境货源
- 否
- 厂家
- 强旱机械
输送上料企业商机
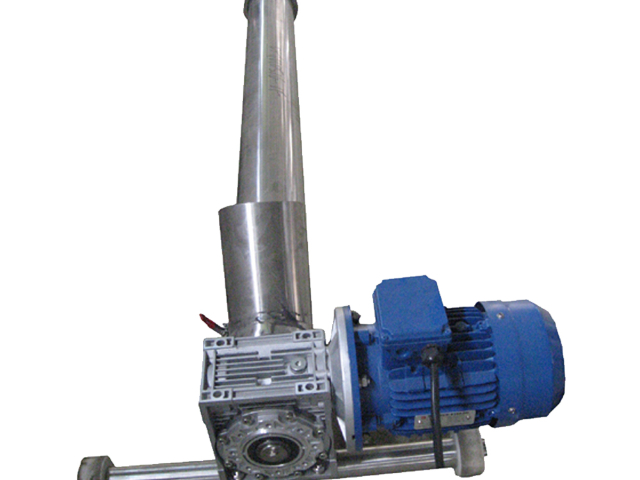
HS-2E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送机的构成主要有进出物料口、螺旋叶片、筒体、驱动装置等组成,当物料由进料口送入单管螺旋给料机的壳体后,内部螺旋槽内的物料受到离心力与管壁摩擦力的作用,随着螺旋叶片一起转动,在重力的作用下使物料沿螺旋槽下滑,从而物料得以向前推进输送,均匀由单管螺旋给料机出料口排出。由于单管螺旋给料机无中间的吊轴承在输送物料过程中不易出现阻塞和卡料现象,对物料的破碎小,也不会因为润滑油造成物料的污染。单管螺旋给料机具有结构简单、运行可靠、故障率低、维护方便、成本低、密封输送扬尘少,可用于较高温物料的输送,单管螺旋给料机不宜输磅易变质的、粘性大、易结块的物料,这些物料在输送时会粘结在螺旋上,并随着旋转而不向前推行,影响管式螺旋输送机的正常运行。管式螺旋输送机可应用在建材、冶金、化工、电力、食品等行业部门。有轴螺旋输送机适用于无粘性的干粉物料和小颗粒物料;湖北本地输送上料批量定制

输送机支架焊条电弧焊的焊接方法1.引弧(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定,(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。引弧时需注意如下事项:1)引弧处应无油污、水锈,以免产生气孔和夹渣。2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。2.运条运条是焊接过程中**重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢。河北现代输送上料批发厂家该螺旋输送机可以作直线输送,也可以弯曲输送,这种高度灵活性让使用者使用非常方便。
排除方法6、常见故障:输送带跑偏故障原因分析:机架、滚筒没有调整平直;托辊轴线与输送带中心线不垂直;输送带接头与中心线不垂直,输送带边呈S型;装载点不在输送带**(偏载)。处理方法:调整在机架或滚筒,使之保持平直;利用托辊调位,纠正输送带跑偏;重新做接头,保证接头与输送带中心垂直;调整落煤点位置。7、常见故障:输送带老化、撕裂故障原因分析:输送带与机架摩擦,产生带边拉毛,开裂;输送带与固定硬物干涉产生撕裂;保管不善,张紧力过大;铺设过短产生挠曲次数超过限值,产生提前老化。处理方法:及时调整,避免输送带长期跑偏;防止输送带挂到固定构件上或输送带中掉进金属结构件;按输送带保管要求贮存;尽量避免短距离铺设使用。8、常见故障:断带故障原因分析:带体材质不适应,遇水、遇冷变硬脆;输送带长期使用,强度变差;输送带接头质量不佳,局部开裂未及时修复或重打。处理方法:选用机械物理性能稳定的材质制做带芯;及时更换破损或老化的输送带;对接头经常观察,发现问题及时处理。9、常见故障:打滑故障原因分析:输送带张紧力不足,负载过大;由于淋水使传动滚筒与输送带之间摩擦系数降低;超出使用范围,倾斜向下运输处理方法:重新调整张紧力或者减少运输量。
计量方法橡胶运输带以平方为计量单位,定制时,长度和平方米数应同时提出。胶带规格长度表示方法带宽(毫米)x布层数[上胶厚(毫米)+下胶厚(毫米)]x带长(米)胶带的平方米折算方法可采用:平方米数=胶带宽(米)x[布层数+(上胶厚(毫米)+下胶厚(毫米))/]x长度(米)//详细参数一般根据物料搬运系统的要求、物料装卸地点的各种条件、有关的生产工艺过程和物料的特性等来确定各主要参数。①输送能力:输送机的输送能力是指单位时间内输送的物料量。在输送散状物料时,以每小时输送物料的质量或体积计算;在输送成件物品时,以每小时输送的件数计算。②输送速度:提高输送速度可以提高输送能力。在以输送带作牵引件且输送长度较大时,输送速度日趋增大。但高速运转的带式输送机需注意振动、噪声和启动、制动等问题。对于以链条作为牵引件的输送机,输送速度不宜过大,以防止增大动力载荷。同时进行工艺操作的输送机,输送速度应按生产工艺要求确定。③构件尺寸:输送机的构件尺寸包括输送带宽度、板条宽度、料斗容积、管道直径和容器大小等。这些构件尺寸都直接影响输送机的输送能力。④输送长度和倾角:输送线路长度和倾角大小直接影响输送机的总阻力和所需要的功率。适用行业:食品行业、冶金矿业、化工行业。

调试步骤(1)各设备安装后精心调试输送机,满足图样要求。(2)各减速器,运动部件加注相应润滑油。(3)安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。(4)调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。皮带输送机皮带跑偏及打滑的处理方法跑偏的原因有多种,需根据不同的原因区别处理。***:调整承载托辊组第二:安装调心托辊组第三:张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。第四:调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节第五:双向运行皮带输送机跑偏的调整。皮带打滑的处理办法:***:螺旋张紧或液压张紧皮带机的打滑使用螺旋张紧或液压张紧的皮带输送机出现打滑时可调整张紧行程来增大张紧力。但是,有时张紧行程已不够,皮带出现了长久性变形,这时可将皮带截去一段重新进行硫化.第二:在使用尼龙带或EP是要求张紧行程较长,当行程不够时也可重新硫化或加大张紧行程来解决。跑偏的原因有多种,需根据不同的原因区别处理。输送能力大,能耗低,降低了设备的运行成本。陕西便宜的输送上料生产过程
真空发生器停止工作,同时料仓门自动开启,物料落到设备的料斗中。压缩空气通过脉冲反吹阀自动清洗过滤器。湖北本地输送上料批量定制
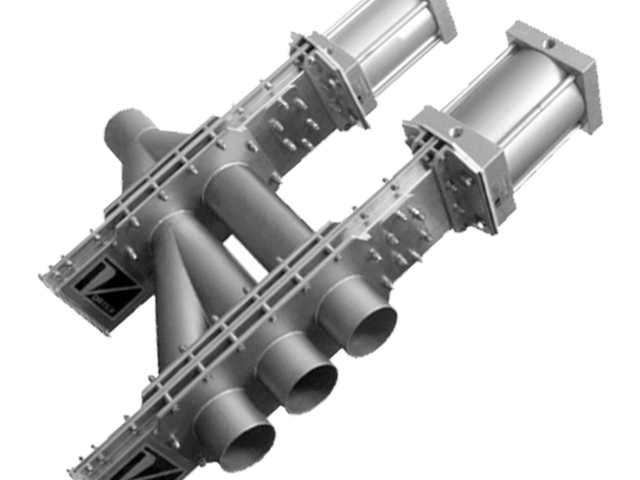
性能特点:1、结构紧凑,占用空间小,可以三维改变输送方向,不受地形、角度与高度的影响;输送过程在密闭的管路中进行,物料无粉尘飞扬;2、输送过程平衡,物料间基本无内部运动,破损少,保证物料品质,适合磨蚀性物料;3、不会产生系统堵塞,适合输送多种形态的物料;4、对混合物料的输送,不会物料分层现象;5、输送能力大,能耗低,**降低设备运行成本;6、所有运动部件全部在密闭的空间内运行;7、可实现远距离输送;8、可随意部署多个进出料口,满足工艺要求;9、易于实现集中,提高自动化程度。管链式输送机是粉状、小颗粒、易产生粉尘物料的连续输送设备,由一个闭合管道组成,在管道的端点分别有驱动装置和张紧装置,在输送管道上分别设置有进料口和出料口。输送链在传动机构驱动装置的牵引下,将进料口进来的物料沿输送管道内壁环形移动至出料口排出,从而完成物料的输送。防尘:密闭管道内水平输送、垂直提升、直角或其他角度转弯,防止粉尘飞扬,环境不受污染。节能:动力消耗低、输送能力大,在相同的输送情况下,可比气流输送减少能耗50~80%,可很大地降低输送运行成本。 湖北本地输送上料批量定制
与输送上料相关的文章

广西附近输送上料价格优惠
- 山西常规输送上料批量定制 2024-12-23
- 河南附近哪里有输送上料厂家现货 2024-12-22
- 山西工业输送上料售后服务 2024-12-22
- 陕西国产输送上料 2024-12-22
- 天津加工输送上料共同合作 2024-12-21
- 甘肃附近输送上料常见问题 2024-12-20
- 海南通用输送上料批量定制 2024-12-19
- 吉林自动化输送上料技术指导 2024-12-18
- 甘肃通用输送上料技术指导 2024-12-18
- 福建制造输送上料欢迎选购 2024-12-17
- 广东现代输送上料常见问题 2024-12-17
- 湖南自动化输送上料技术指导 2024-12-14
与输送上料相关的产品


与输送上料相关的新闻
-
吉林国产输送上料常见问题 2024-12-11 10:15:20管链式输送机简介:输送粉状、小颗粒状及小块状等散状物料的连续输送设备,可以水平、倾斜和垂直组合输送。在密闭管道内,以链片为传动构件带动物料沿管道运动。当水平输送时,物料颗粒受到链片在运动方向的推力。当料层间的内摩擦力大于物料与管壁的外摩擦力时,物料就随链片向前运动,形成稳定的料流;当垂直输送...
-
江西附近哪里有输送上料欢迎选购 2024-12-10 01:16:28TC型管链式粉体输送机是输送粉状、小颗粒状及小块状等散状物料的连续输送设备,可以水平、倾斜和垂直组合输送。在密闭管道内,以链片为传动构件带动物料沿管道运动。当水平输送时,物料颗粒受到链片在运动方向的推力,就随链片向前运动,形成稳定的料流;当垂直输送时,管内物料颗粒受链片连续向上的推力,阻止了...
-
湖北本地输送上料批量定制 2024-12-10 06:16:56HS-2E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
-
浙江便宜的输送上料欢迎选购 2024-12-09 07:16:18安全:无需电能、机械能,*通过压缩空气就可**和运行整个系统;简单:自动**,在0~30秒内随意设定吸放料时间,操作简单、方便;卫生:符合GMP标准、满足CIP要求;轻便:体积小,重量轻,安装简单;安静:无震动、噪音低清洁:无尘操作,清洗换料、方便;经济:一台机器可轮流用于多套设备上,不需暖...
与输送上料相关的问题
与输送上料相关的标签
新闻资讯
产品推荐
-

云南旋转阀批量定制
2024-12-21 -

江西国产旋转阀生产过程
2024-12-21 -
浙江加工旋转阀设备制造
2024-12-21 -
天津加工输送上料共同合作
2024-12-21 -
河南销售三通阀批发厂家
2024-12-21 -

直销拆包卸料销售厂家
2024-12-20 -

甘肃附近输送上料常见问题
2024-12-20 -

河南制造拆包卸料技术指导
2024-12-20 -

湖南加工三通阀设备制造
2024-12-20