- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
焊接电流:可分区间设置参数,精细控制电流上升与下降过程,焊接中支持实时微调,保障堆焊层熔深均匀。运动控制:旋转/行走支持恒速、脉动两种模式,脉动时与电流同步;立式设备优化工件旋转稳定性,卧式设备强化焊枪移动与工件旋转的协同精度,所有运动参数可分区间调整。送丝与弧长控制:送丝支持恒速/脉动模式,可精细设定送丝滞后时间;弧长控制分区间跟踪弧压,滞后时间可调,焊枪支持纵向、横向点动控制,保障堆焊过程中弧长稳定。横摆与保护气控制:横摆左右边缘停留时间可单独设置,摆动中心可微调;保护气支持预通气、滞后通气,强氧化性金属堆焊可加装双路保护气,避免焊缝氧化。便捷操作设计:采用直观编程方式,参数以实际计量单位显示,支持控制器面板编程与线控器操作,焊接过程中可通过线控器微调电流、送丝速度等关键参数,降低操作门槛。MWLD设备在焊接过程中产生的烟尘和噪音大幅降低,符合环保标准。内蒙古过孔堆焊机源头工厂

焊接电源:统一搭载WSM400RHW数字化逆变焊接电源,采用IGBT逆变控制方式,输入电压为三相380V±10%,频率50/60Hz,额定输入功率13.2KW;输出电流调节范围4-400A,负载持续率60%,绝缘等级H,防护等级IP23,比较大氩气流量25L/min,适配1-6mm钨极与2-6mm焊条。控制系统:配备MH-PC10数字化程控自动化控制系统,支持平面堆焊、立式通道堆焊、相贯线过孔堆焊三种模式切换,运行模式包含模拟焊接与自动焊接;具备焊接电流、运动、送丝、弧长、横摆、保护气等多维度精细控制功能,支持参数分区间设置与焊接过程微调,可保存多组工艺参数,具备断点记忆功能。送丝设备:采用Queen915-H数字化高速送丝机,送丝速度500-6000mm/min可调,适配直径300mm丝盘与φ1.0mm、φ1.2mm焊丝,保障送丝稳定性。焊枪配置:配备ATW80TIG水冷焊枪(500A,100%暂载率)、MH-ATW45TIG水冷焊枪(300A,100%暂载率)及标准WP27焊枪(钳杆1200mm),焊枪角度0°-90°可调,强制水冷设计,适配不同堆焊场景。黑龙江海洋工程堆焊机批发厂家设备支持多轴同步控制,运动方式可选择恒速或脉动。

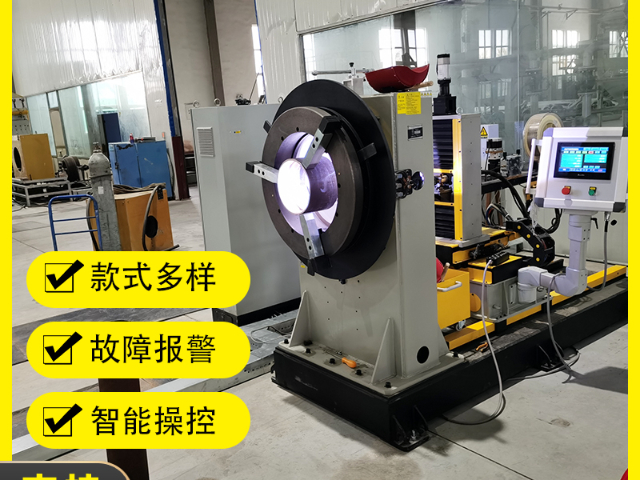
在压力容器、特种装备等设备制造领域,工件堆焊的精度、稳定性与适配性直接关系到设备的安全运行与使用寿命。上海美焊智能设备有限公司专为6000吨/年压力容器设备装备产业化项目研发的MWLD六轴热丝TIG立式堆焊设备,以六轴协同控制技术为中心,融合高精度执行机构与智能控制系统,针对大载荷、多形状工件的堆焊需求提供专业化解决方案,满足设备装备制造的严苛工艺标准。设备的中心优势在于六轴精细控制与宽范围适配能力的深度融合,专为重型、复杂工件堆焊设计。设备采用“操作机+回转平台+精密十字滑架”的协同结构,通过六轴联动控制实现焊枪与工件的精细对位,工件固定于回转平台保持稳定转动,焊枪按预设程序完成升降、伸缩、摆动等动作,全程自动化运行,有效规避人工操作误差,确保多层多道焊接的一致性与平整度。
服务保障:全周期支撑装备制造需求上海美焊智能设备有限公司为立式堆焊设备提供全生命周期技术服务与保障:-售前服务:提供设备技术特性详解,书面交付调试现场平面布置图、电气要求、安装调试机具及材料清单,协助需方完成人力与物力准备;-售中服务:设备到货后,专业技术团队上门负责安装、调试与工艺优化,提供定制化培训,涵盖设备操作、参数设置、日常维护及常规故障排查,确保需方技术与操作人员熟练掌握技能,实现自主生产;同步提供使用说明书、电气原理图、接线图等完整技术文件;-售后服务:设备验收合格后提供12个月整机保修(供方提供部分),接到维修通知后4小时内响应;提供不定期巡回上门服务,终生提供维修支持与备品备件供应,保修期后酌收成本费用,保障设备长期稳定运行。堆焊前工件表面需光滑清洁,无锈斑油渍,符合工艺要求。

直观编程方式:例如:“管径”,“焊接速度”等参数均以实际计量单位显示。◆控制器面板编程,所有焊接参数可设定,各路保护预通及滞后时间、不同区间的参数可单独调整,包括峰基值时间,峰基值电流、弧压、工件转速及角度、运动方式(可同时控制多轴,当一轴运动时,另一轴可选择同步步进或恒速运动)、送丝速度、送丝滞后时间、送丝回抽时间、不同区间的电流阶跃方式、摆动速度、摆动宽度;◆使用线控器操作,焊接过程中可通过线控器微调焊接参数,如电流、送丝速度的增减、启用/取消送丝等。制冷水箱选用同飞品牌,为焊枪提供稳定水冷散热。浙江内外壁堆焊机批量定制
WSM400RHW 电源输出电流 4-400A,控制方式为 IGBT 逆变。内蒙古过孔堆焊机源头工厂
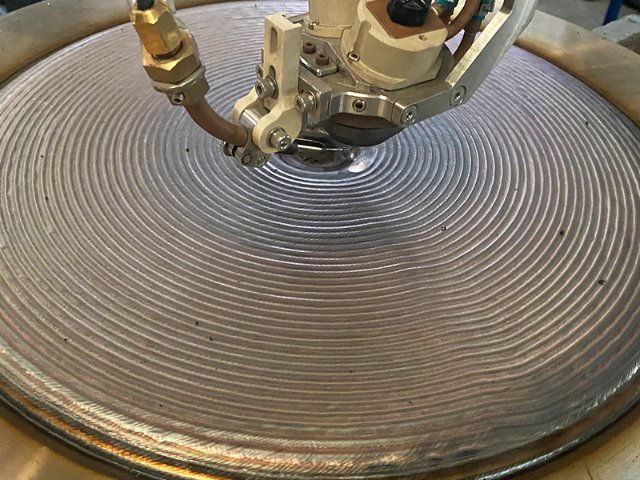
高精度定位:设备回转平台采用单排球式回转支撑,旋转精度≤0.3度,配合十字滑架(有效行程200mm×200mm),实现堆焊轨迹与轴颈圆心的同轴度控制在0.05mm以内;双钨极高效堆焊:采用双钨极热丝TIG工艺,熔敷效率达8kg/h,较单钨极工艺提升1倍,同时通过分区间电流控制(峰值电流380A、基值电流200A),减少热输入对基材的影响,避免转子变形;质量管控:堆焊过程中实时监控电流、电压、送丝速度等参数,保存80组工艺数据可追溯;堆焊后经无损检测(RT+UT)无缺陷,轴颈尺寸精度恢复至H7公差,振动值降至0.06mm,满足机组运行要求;定制化服务:美焊技术团队提前赴现场测绘转子尺寸,定制夹持夹具,并提供现场安装调试与操作人员培训,确保堆焊作业一次成功,机组提前2天恢复并网发电。内蒙古过孔堆焊机源头工厂
- 重庆线性体堆焊机厂家 2026-04-06
- 云南海洋工程堆焊机 2026-04-06
- 吉林内外壁堆焊机批量定制 2026-04-06
- 江西海洋工程堆焊机订制价格 2026-04-06
- 江西阀门堆焊机批发厂家 2026-04-05
- 内蒙古过孔堆焊机源头工厂 2026-04-05
- 青海球体堆焊机大概价格 2026-04-04
- 内蒙古管道堆焊机大概价格 2026-04-04
- 云南平面堆焊机哪家好 2026-04-04
- 辽宁氩弧堆焊机厂家报价 2026-04-03
- 海南线性体堆焊机供应商 2026-04-03
- 黑龙江耐磨堆焊机一般多少钱 2026-04-02