- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
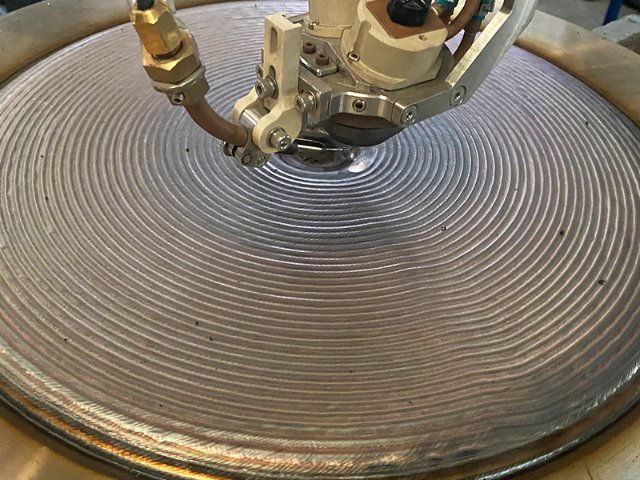
美焊 MWLD六轴热丝 TIG 立式堆焊设备是专为 6000 吨 / 年压力容器装备产业化项目打造的自动化堆焊装备,聚焦盘面、筒体等工件的堆焊需求,凭借智能化控制体系、稳定的执行机构及多方面的配套配置,满足工业生产中多场景、高精度的堆焊作业要求。美焊 MWLD六轴热丝 TIG 立式堆焊设备通过多轴自动化控制、高精度执行机构与多方面的配套服务,为压力容器前列装备生产提供了稳定、高效的堆焊解决方案,适配工业生产中对工件表面强化与精密堆焊的需求。热丝TIG是在传统的TIG焊接基础上,采用预热焊丝进行焊接的一种工艺。广东自动堆焊机一般多少钱

上海美焊智能化科技股份有限公司成立于2012年,国家高新技术企业,上海市专精特新企业,上交所挂牌企业,主要产品有换热器U形管焊机、开放式管管自动焊机、封闭式管管焊机、管板自动焊机、焊接机器人、一体化焊接控制电源等自动化焊接设备,专注生产智能自动化焊接设备、一体化焊接控制电源以及3D打印智能制造工艺的科技型创新技术企业。秉承“一切以客户为导向,以需定制、服务一体化不外包”的经营理念,以创新研发、加工生产、营销及售后服务为主,不断研发创新与优化升级,为客户提供完善的技术解决方案与高附加值的服务。上海热丝堆焊机生产厂家堆焊控制系统支持平面、立式通道、相贯线过孔三种焊接模式。
焊接电流控制:◆精确的电流上升及下降过程控制◆所有电流控制参数可分区间设置。◆焊接过程中可实现电流微调。焊接旋转/行走等运动控制:◆旋转/行走方式:恒速/脉动,脉动时与电流同步。◆所有行走参数可分区间设置。◆焊接过程中可实现旋转/行走速度微调。送丝控制:◆送丝方式:恒速/脉动,脉动时与电流同步。◆可选择自动或手动控制送丝。◆可分区间恒速/脉动控制,所有送丝参数可分区间设置。◆可精确控制送丝滞后开始的时间或位置。◆焊接过程中可实现送丝速度微调。弧长控制技术(TIG用,MIG焊时作点动弧长控制)◆可分区间控制跟综弧压。◆精确控制弧长滞后开始的时间。◆焊接过程中可实现弧压或弧长的微调。◆焊枪点动纵向,横向控制;横摆控制◆左右边缘的停留时间可单独设置,方便异种材料间或不同板厚工件的焊接;◆可精确控制横摆滞后开始的时间或位置;4
焊接电流:可分区间设置参数,精细控制电流上升与下降过程,焊接中支持实时微调,保障堆焊层熔深均匀。运动控制:旋转/行走支持恒速、脉动两种模式,脉动时与电流同步;立式设备优化工件旋转稳定性,卧式设备强化焊枪移动与工件旋转的协同精度,所有运动参数可分区间调整。送丝与弧长控制:送丝支持恒速/脉动模式,可精细设定送丝滞后时间;弧长控制分区间跟踪弧压,滞后时间可调,焊枪支持纵向、横向点动控制,保障堆焊过程中弧长稳定。横摆与保护气控制:横摆左右边缘停留时间可单独设置,摆动中心可微调;保护气支持预通气、滞后通气,强氧化性金属堆焊可加装双路保护气,避免焊缝氧化。便捷操作设计:采用直观编程方式,参数以实际计量单位显示,支持控制器面板编程与线控器操作,焊接过程中可通过线控器微调电流、送丝速度等关键参数,降低操作门槛。与普通TIG焊不同之处,焊丝在送进熔池前,单独的热 丝电源加热焊丝伸长部分(送丝嘴和熔池之间的焊丝)。

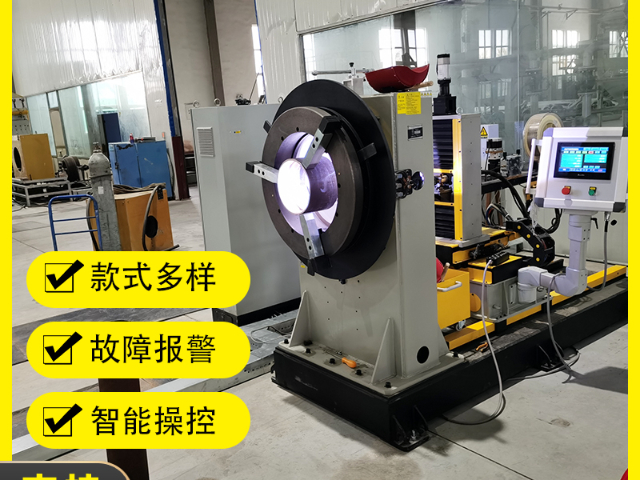
堆焊工艺是通过焊接方法在工件表面熔敷一层或多层特定材质的金属层,以实现表面强化或零部件修复的工业技术,其**需求在于提升工件表面性能与延长使用寿命,而上海美焊科技智能化堆焊设备的设计逻辑正是围绕工艺需求展开,实现设备与工艺的精细适配。堆焊工艺的**要求包括:堆焊层与基材的结合强度、堆焊层材质的性能稳定性、堆焊层厚度与均匀性、堆焊过程的效率与环保性。针对这些要求,上海美焊设备在设计上采用了对应的技术适配方案。 操作机横梁垂直行程 2000mm,水平行程 1200mm。新疆氩弧堆焊机厂家报价
阀门制造领域中,设备针对阀门密封面、阀座等关键部件进行堆焊处理。广东自动堆焊机一般多少钱
上海美焊智能化科技股份有限公司的堆焊设备产品线,涵盖热丝堆焊系统、自动化堆焊专机等多个类型,主要用于工件表面强化与磨损部件修复,适用于多种工业场景的材质强化需求。设备**构成包括智能化控制单元、高精度焊枪组件、稳定传动系统及冷却循环模块。控制单元搭载PLC控制系统与触摸操作界面,支持堆焊参数(如电流、电压、送丝速度、堆焊速度)的精细设定与实时监控,可保存多组工艺参数方案,适配不同工况需求。焊枪组件采用模块化设计,可根据堆焊材质与工件形状更换***头,保障堆焊过程的稳定性与均匀性。传动系统具备无级调速功能,工件旋转或移动精度可达±0.1mm,确保堆焊层厚度均匀。冷却循环模块采用强制水冷设计,可有效控制焊枪与工件温度,避免高温对材质性能造成影响。广东自动堆焊机一般多少钱
- 重庆线性体堆焊机厂家 2026-04-06
- 云南海洋工程堆焊机 2026-04-06
- 吉林内外壁堆焊机批量定制 2026-04-06
- 江西海洋工程堆焊机订制价格 2026-04-06
- 江西阀门堆焊机批发厂家 2026-04-05
- 内蒙古过孔堆焊机源头工厂 2026-04-05
- 青海球体堆焊机大概价格 2026-04-04
- 内蒙古管道堆焊机大概价格 2026-04-04
- 云南平面堆焊机哪家好 2026-04-04
- 辽宁氩弧堆焊机厂家报价 2026-04-03
- 海南线性体堆焊机供应商 2026-04-03
- 黑龙江耐磨堆焊机一般多少钱 2026-04-02