- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
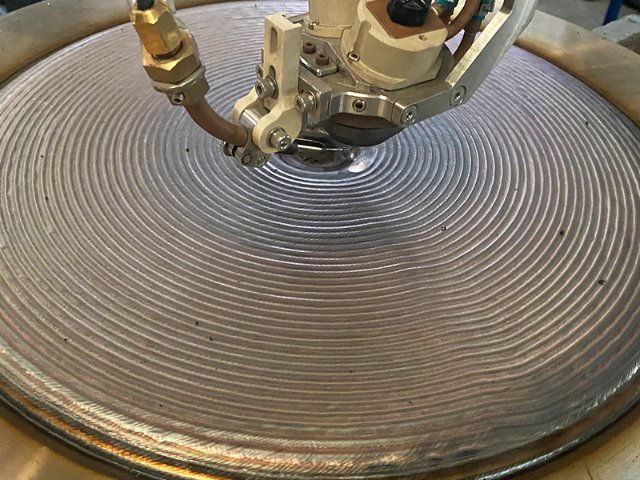
焊接电流:可分区间设置参数,精细控制电流上升与下降过程,焊接中支持实时微调,保障堆焊层熔深均匀。运动控制:旋转/行走支持恒速、脉动两种模式,脉动时与电流同步;立式设备优化工件旋转稳定性,卧式设备强化焊枪移动与工件旋转的协同精度,所有运动参数可分区间调整。送丝与弧长控制:送丝支持恒速/脉动模式,可精细设定送丝滞后时间;弧长控制分区间跟踪弧压,滞后时间可调,焊枪支持纵向、横向点动控制,保障堆焊过程中弧长稳定。横摆与保护气控制:横摆左右边缘停留时间可单独设置,摆动中心可微调;保护气支持预通气、滞后通气,强氧化性金属堆焊可加装双路保护气,避免焊缝氧化。便捷操作设计:采用直观编程方式,参数以实际计量单位显示,支持控制器面板编程与线控器操作,焊接过程中可通过线控器微调电流、送丝速度等关键参数,降低操作门槛。设备配备水、气、电缆连接总成,保障各组件稳定衔接。上海堆焊机批量定制

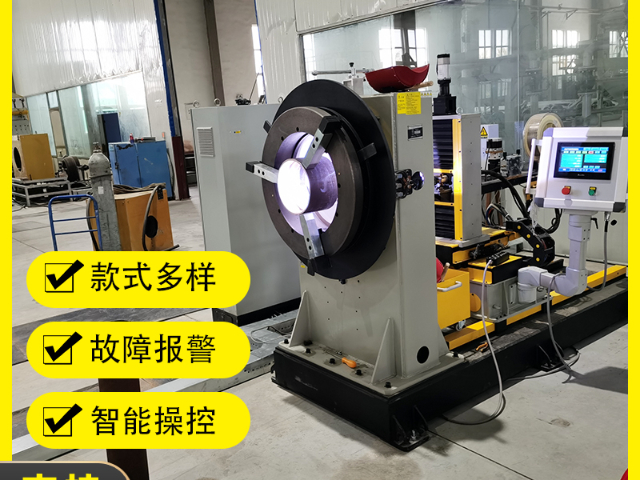
上海美焊智能化科技股份有限公司的堆焊设备产品线,涵盖热丝堆焊系统、自动化堆焊专机等多个类型,主要用于工件表面强化与磨损部件修复,适用于多种工业场景的材质强化需求。设备**构成包括智能化控制单元、高精度焊枪组件、稳定传动系统及冷却循环模块。控制单元搭载PLC控制系统与触摸操作界面,支持堆焊参数(如电流、电压、送丝速度、堆焊速度)的精细设定与实时监控,可保存多组工艺参数方案,适配不同工况需求。焊枪组件采用模块化设计,可根据堆焊材质与工件形状更换***头,保障堆焊过程的稳定性与均匀性。传动系统具备无级调速功能,工件旋转或移动精度可达±0.1mm,确保堆焊层厚度均匀。冷却循环模块采用强制水冷设计,可有效控制焊枪与工件温度,避免高温对材质性能造成影响。重庆阀门堆焊机大概价格热丝TIG自动堆焊设备系统包含TIG焊电源、热丝电源、焊枪和 系统控制器。

美焊堆焊设备凭借材质适配性与工艺稳定性,广泛应用于多个工业领域,主要用于提升工件表面耐磨性、耐腐蚀性、耐高温性,或修复磨损、腐蚀后的零部件,延长工件使用寿命。在压力容器行业,设备用于压力容器内壁、法兰密封面的堆焊强化,适配碳钢基材表面堆焊不锈钢、镍基合金等耐腐蚀材质,满足压力容器在高温、高压、腐蚀介质环境下的使用要求,保障设备长期运行的安全性。阀门制造领域中,设备针对阀门密封面、阀座等关键部件进行堆焊处理,采用硬质合金或耐磨合金钢堆焊材料,提升部件的耐磨性与密封性能,降低阀门在开关过程中的磨损,延长阀门使用寿命与维护周期。
卧式堆焊设备(MHWD系列)适配工件:以长轴类、长管道(长度≤3000mm)、大型筒体(内径≥100mm)为主,可完成轴类表面、管道内壁/外壁、卧式筒体环缝等堆焊作业;工件最大承载重量≤8吨,适配长尺寸、大重量工件的水平方向堆焊。堆焊材料:与立式系列一致,支持不锈钢、镍基合金、白铜等材质焊丝,可根据工件使用场景选择对应堆焊材料。应用场景:适用于大型传动轴、长距离输送管道、卧式压力容器等部件的堆焊强化与修复,覆盖机械制造、石油化工、电力设备等行业的生产需求。线控器可在焊接中微调电流、送丝速度等参数,操作便捷。

中心技术参数(一)基础适配参数适配堆焊材质:不锈钢(304、316L等)、碳钢、合金钢、镍基合金(Inconel系列)、钴基合金(Stellite系列)、硬质合金等金属材料。堆焊层参数:堆焊层厚度范围1-10mm,厚度公差±0.2mm;堆焊层硬度HRC30-65(根据堆焊材质调整);堆焊速度0.5-5mm/min,熔敷效率5-20kg/h(因设备型号与堆焊工艺而异)。工件适配范围:轴类工件:直径Φ50-1000mm,长度≤3000mm;筒类工件:内径Φ100-1500mm,长度≤5000mm;板类工件:比较大尺寸3000mm×2000mm×50mm;异形工件:支持定制化适配,比较大工件重量≤5000kg(可根据需求扩容)。该设备可堆焊不锈钢、镍基合金、白铜等材质焊丝,满足多材质需求。四川平面堆焊机批发价
十字滑架的行程 200mm×200mm,保障焊钳中心定位精度。上海堆焊机批量定制
MH-PC10堆焊焊接控制系统控制系统有三种焊接模式可供选择:3平面堆焊,立式通道堆焊,相贯线过孔堆焊在平面堆焊/立式堆焊模式切换时,十字操作架的水平导轨与垂直导轨可根据焊接模式来进行控制功能的切换:弧长控制/排道控制。过孔焊接模式用于通道内相贯线的堆焊。排道方式:步进排道系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。焊接时各轴均可以设定参数微调。上海堆焊机批量定制
- 重庆线性体堆焊机厂家 2026-04-06
- 云南海洋工程堆焊机 2026-04-06
- 吉林内外壁堆焊机批量定制 2026-04-06
- 江西海洋工程堆焊机订制价格 2026-04-06
- 江西阀门堆焊机批发厂家 2026-04-05
- 内蒙古过孔堆焊机源头工厂 2026-04-05
- 青海球体堆焊机大概价格 2026-04-04
- 内蒙古管道堆焊机大概价格 2026-04-04
- 云南平面堆焊机哪家好 2026-04-04
- 辽宁氩弧堆焊机厂家报价 2026-04-03
- 海南线性体堆焊机供应商 2026-04-03
- 黑龙江耐磨堆焊机一般多少钱 2026-04-02