- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
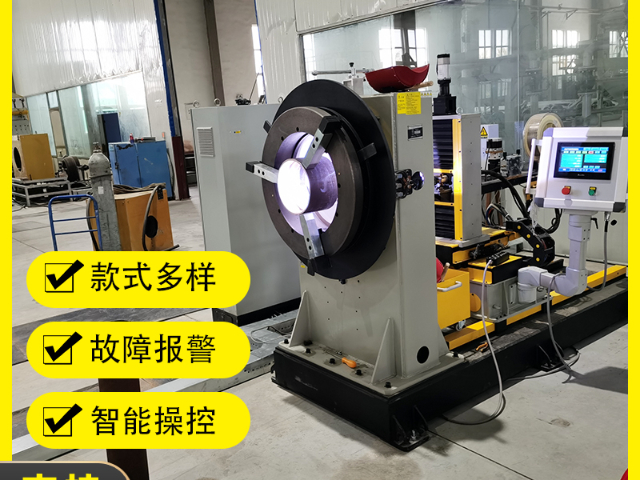
在现代制造业中,焊接技术的创新与发展愈发重要。美焊MWLD立式堆焊设备作为行业的佼佼者,凭借其可靠的性能与先进的技术,为客户提供了全新的焊接解决方案。本文将围绕MWLD堆焊设备的优势与应用场景,深入探讨这一堆焊装备如何助力企业提升生产效率和产品质量。美焊MWLD立式堆焊设备采用了先进的智能化控制系统和高性能焊接材料,使焊接速度大幅提升。其独特的立式设计,能够实现均匀而稳定的焊接效果,降低了焊接缺陷率,提高了焊接质量。Queen915-H 送丝机送丝速度 500-6000mm/min,适配 φ1.0-1.2mm 焊丝。青海内外壁堆焊机批发价

设备中心部件符合工业级标准,整体通过CE、ISO9001质量体系认证;堆焊焊缝质量可满足射线检测(RT)或超声波检测(UT)II级标准,堆焊层无气孔、裂纹、夹渣等缺陷,结合强度≥350MPa,适配承压试验、冲击试验、拉伸试验等相关检测要求。美焊堆焊设备可根据用户工件尺寸、堆焊材质、工艺要求提供定制化改造服务,相关技术参数可根据实际应用场景进行优化调整,如需进一步了解具体型号参数或适配方案,可参考企业官方技术文档或联系技术支持团队。上海电厂水壁堆焊机厂家报价主要用于提升工件表面耐磨性、耐腐蚀性、耐高温性,或修复磨损、腐蚀后的零部件,延长工件使用寿命。
焊接电流控制:◆精确的电流上升及下降过程控制◆所有电流控制参数可分区间设置。◆焊接过程中可实现电流微调。焊接旋转/行走等运动控制:◆旋转/行走方式:恒速/脉动,脉动时与电流同步。◆所有行走参数可分区间设置。◆焊接过程中可实现旋转/行走速度微调。送丝控制:◆送丝方式:恒速/脉动,脉动时与电流同步。◆可选择自动或手动控制送丝。◆可分区间恒速/脉动控制,所有送丝参数可分区间设置。◆可精确控制送丝滞后开始的时间或位置。◆焊接过程中可实现送丝速度微调。弧长控制技术(TIG用,MIG焊时作点动弧长控制)◆可分区间控制跟综弧压。◆精确控制弧长滞后开始的时间。◆焊接过程中可实现弧压或弧长的微调。◆焊枪点动纵向,横向控制;横摆控制◆左右边缘的停留时间可单独设置,方便异种材料间或不同板厚工件的焊接;◆可精确控制横摆滞后开始的时间或位置;4
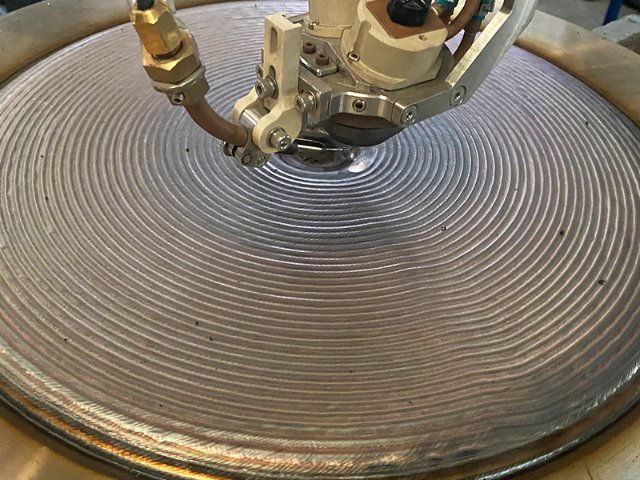
管道与管件行业里,设备用于输送腐蚀性介质管道的内壁堆焊,以及管道接口、弯头的强化处理,适配石油、化工、冶金等行业的管道系统,增强管道对酸碱、高温介质的耐受能力,减少管道腐蚀泄漏风险。机械零部件修复领域,设备可对磨损的轴类、齿轮、辊类等零部件进行堆焊修复,通过精细控制堆焊层厚度与材质匹配度,恢复零部件的尺寸精度与使用性能,相比更换新件可降低生产成本30%-50%。此外,设备还适用于矿山机械、工程机械、电力设备等行业的零部件强化与修复,适配露天作业、重载运行等严苛工况下的工件使用需求。美焊堆焊设备可以平面堆焊、球体堆焊、管道堆焊、管道内外壁堆焊等。

工作台回转支撑采用“单排球式回转支撑”,自带高精度外齿型回转盘,具有承载能力大,回转精度高的特点,其结构合理,刚性好,自重轻,使用寿命长,能保证在额定载荷下回转平稳,回转支撑为全密封设计,润滑脂不易泄露,外部尘土也不能进入回转支撑内损害回转支撑,能满足较为恶劣的焊接环境使用;7)选用减速机为采用焊接减速机,该减速机具有良好的加速性能,可实现平稳运转型号项目6并获取正确的位置精度,运用于焊接等领域,采用双减速机传动;8)在工作台下面安装有导电装置,导电能力500A,从而行程良好的焊接地线导电回路,避免回转支撑过电,从而延长使用寿命;与普通TIG焊不同之处,焊丝在送进熔池前,单独的热 丝电源加热焊丝伸长部分(送丝嘴和熔池之间的焊丝)。黑龙江管道堆焊机厂家
上海美焊智能化科技股份有限公司的堆焊设备产品线,涵盖热丝堆焊系统、自动化堆焊专机等多个类型。青海内外壁堆焊机批发价
MH-PC10堆焊焊接控制系统控制系统有三种焊接模式可供选择:3平面堆焊,立式通道堆焊,相贯线过孔堆焊在平面堆焊/立式堆焊模式切换时,十字操作架的水平导轨与垂直导轨可根据焊接模式来进行控制功能的切换:弧长控制/排道控制。过孔焊接模式用于通道内相贯线的堆焊。排道方式:步进排道系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。焊接时各轴均可以设定参数微调。青海内外壁堆焊机批发价
- 重庆线性体堆焊机厂家 2026-04-06
- 云南海洋工程堆焊机 2026-04-06
- 吉林内外壁堆焊机批量定制 2026-04-06
- 江西海洋工程堆焊机订制价格 2026-04-06
- 江西阀门堆焊机批发厂家 2026-04-05
- 内蒙古过孔堆焊机源头工厂 2026-04-05
- 青海球体堆焊机大概价格 2026-04-04
- 内蒙古管道堆焊机大概价格 2026-04-04
- 云南平面堆焊机哪家好 2026-04-04
- 辽宁氩弧堆焊机厂家报价 2026-04-03
- 海南线性体堆焊机供应商 2026-04-03
- 黑龙江耐磨堆焊机一般多少钱 2026-04-02