- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
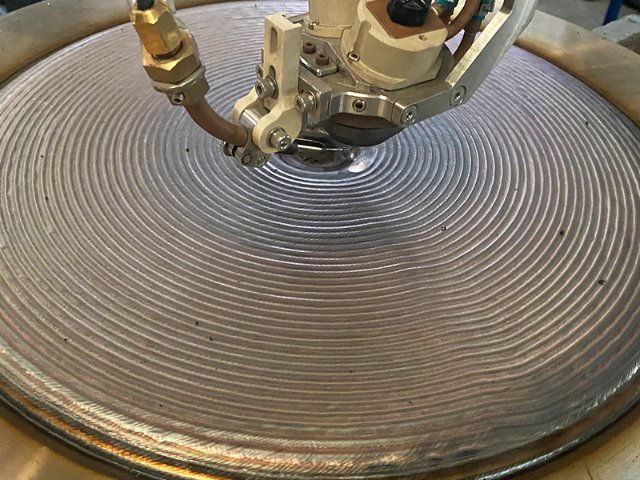
本设备用于热丝TIG惰性气体保护堆焊。其中包括:焊接电流控制,运动自动控制:包括转速自动控制,自动送丝控制,自动摆动控制,弧长自动控制,排道控制,断点记忆控制以及保护气时间控制等等。2主要配套设备2.1WSM400RHW焊接电源2.2MHCJ1512S型定制高精度操作机;2.3MH-Z5T回转平台配置500卡盘2.4焊接中心定位精密十字滑架组;2.5Queen915-H数字化高速送丝机;2.6水、气、电缆连接总成;2.7MWH-A10焊接控制系统2.8ATW80TIG水冷焊枪500A,100%暂载率2与普通TIG焊不同之处,焊丝在送进熔池前,单独的热 丝电源加热焊丝伸长部分(送丝嘴和熔池之间的焊丝)。自动堆焊机供应商

自动化堆焊专机该系列设备针对特定工件类型定制化设计,涵盖轴类堆焊专机、筒类堆焊专机、板类堆焊专机及异形件堆焊专机,适配不同形状工件的堆焊需求。轴类堆焊专机:适用于电机轴、传动轴、辊轴等轴类工件的表面强化与修复,支持多段不同直径轴体的连续堆焊。筒类堆焊专机:适配压力容器筒体、管道筒体等筒状工件的内壁或外壁堆焊,可实现环形焊缝的自动化堆焊。板类堆焊专机:用于钢板、法兰盘等板状工件的表面堆焊,支持大面积均匀堆焊与局部强化堆焊。异形件堆焊专机:针对非标异形工件定制夹具与堆焊路径,适配矿山机械、工程机械等行业的特殊零部件堆焊。西藏内外壁堆焊机批量定制阀门制造领域中,设备针对阀门密封面、阀座等关键部件进行堆焊处理。

焊接电流控制:◆精确的电流上升及下降过程控制◆所有电流控制参数可分区间设置。◆焊接过程中可实现电流微调。焊接旋转/行走等运动控制:◆旋转/行走方式:恒速/脉动,脉动时与电流同步。◆所有行走参数可分区间设置。◆焊接过程中可实现旋转/行走速度微调。送丝控制:◆送丝方式:恒速/脉动,脉动时与电流同步。◆可选择自动或手动控制送丝。◆可分区间恒速/脉动控制,所有送丝参数可分区间设置。◆可精确控制送丝滞后开始的时间或位置。◆焊接过程中可实现送丝速度微调。弧长控制技术(TIG用,MIG焊时作点动弧长控制)◆可分区间控制跟综弧压。◆精确控制弧长滞后开始的时间。◆焊接过程中可实现弧压或弧长的微调。◆焊枪点动纵向,横向控制;横摆控制◆左右边缘的停留时间可单独设置,方便异种材料间或不同板厚工件的焊接;◆可精确控制横摆滞后开始的时间或位置;4
本设备用于热丝TIG惰性气体保护堆焊。其中包括:焊接电流控制,运动自动控制:包括转速自动控制,自动送丝控制,自动摆动控制,弧长自动控制,排道控制,断点记忆控制以及保护气时间控制等等。2主要配套设备2.1WSM400RHW焊接电源2.2MHCJ1512S型定制高精度操作机;2.3MH-Z5T回转平台配置500卡盘2.4焊接中心定位精密十字滑架组;2.5Queen915-H数字化高速送丝机;2.6水、气、电缆连接总成;2.7MWH-A10焊接控制系统2.8ATW80TIG水冷焊枪500A,100%暂载率堆焊前工件表面需光滑清洁,无锈斑油渍,符合工艺要求。
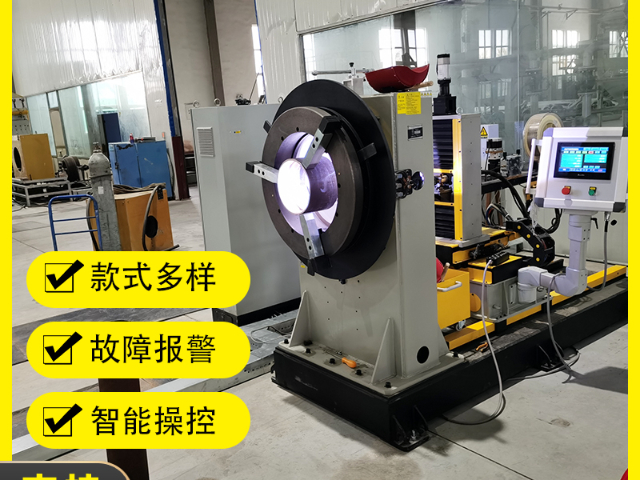
立式堆焊设备(MHLD系列)适配工件:以盘面(最大直径≤1500mm)、筒体(内径≥50mm、长度≤1000mm)为主,可承接平面角焊缝、筒体内外多层多道焊接作业;工件最大承载重量≤5吨,工作盘面直径1500mm,适配中小型筒状、盘状工件的垂直方向堆焊。堆焊材料:兼容不锈钢焊丝、镍基合金焊丝、白铜焊丝等多种材质,满足不同材质工件的耐腐蚀、耐高温、耐磨等性能强化需求。应用场景:聚焦压力容器端盖、法兰盘面、中小型筒体等部件的堆焊,广泛应用于6000吨/年压力容器装备产业化项目,以及化工、能源等行业的精密堆焊作业。主要用于提升工件表面耐磨性、耐腐蚀性、耐高温性,或修复磨损、腐蚀后的零部件,延长工件使用寿命。贵州管道堆焊机批量定制
工作台面有均匀定位线,工件定位方便,提升作业效率。自动堆焊机供应商
设备搭载MWH-A10焊接控制系统与MH-PC10堆焊焊接控制系统,支持三种焊接模式切换,满足多场景堆焊需求:焊接模式:平面堆焊、立式通道堆焊、相贯线过孔堆焊,模式切换时可实现十字操作架水平与垂直导轨控制功能转换(弧长控制/排道控制);运行模式:包含模拟焊接与自动焊接,支持手动排道/自动排道,排道速度、宽度可按需设定,焊接过程中各轴参数可微调;精细控制功能:涵盖焊接电流(分区间设置、上升下降过程精细控制)、运动控制(旋转/行走支持恒速/脉动模式,与电流同步)、送丝控制(恒速/脉动可选,分区间参数设置,支持送丝滞后时间精细控制)、弧长控制(分区间跟踪弧压,滞后时间可调)、横摆控制(左右边缘停留时间单独设置,摆动中心微调)及保护气控制(预通气、滞后通气,支持双路保护气配置);编程与操作:采用直观编程方式,参数以实际计量单位显示,支持控制器面板编程与线控器操作,可保存多组参数,具备断点记忆功能。自动堆焊机供应商
- 重庆线性体堆焊机厂家 2026-04-06
- 云南海洋工程堆焊机 2026-04-06
- 吉林内外壁堆焊机批量定制 2026-04-06
- 江西海洋工程堆焊机订制价格 2026-04-06
- 江西阀门堆焊机批发厂家 2026-04-05
- 内蒙古过孔堆焊机源头工厂 2026-04-05
- 青海球体堆焊机大概价格 2026-04-04
- 内蒙古管道堆焊机大概价格 2026-04-04
- 云南平面堆焊机哪家好 2026-04-04
- 辽宁氩弧堆焊机厂家报价 2026-04-03
- 海南线性体堆焊机供应商 2026-04-03
- 黑龙江耐磨堆焊机一般多少钱 2026-04-02