- 品牌
- JIG
- 型号
- NMRV/NRV/RV
- 类型
- 齿轮-蜗杆减速器,蜗杆减速器
- 载荷状态
- 均匀载荷,强冲击载荷,中等冲击载荷
- 传动比级数
- 单级,双级
- 传动布置形式
- 同轴式,分流式
- 加工定制
- 是
- 样品或现货
- 现货,样品
- 齿面硬度
- 硬齿面,软齿面
- 用途
- 减速机,减速箱体,变速机
- 许用扭矩
- 10N.m,22N.m,691N.m,1782N.m
- 使用范围
- 水泥,**,矿产,化工,工业,机械设备,抛光/触摸屏/印刷
- 减速比
- 10/15/20/30/40/50/60/80/100
- 产地
- 深圳
- 级数
- 单级,双级
- 是否跨境货源
- 是
- 输入转速
- 1400rpm
- 额定功率
- 2.2kw,35kw,5.5kw,15kw
- 输出转速范围
- 40rpm,47.6rpm,50rpm,111rpm,140rpm
齿形有多种形式,其中渐开线齿是常见的。常用的渐开线齿廓加工方法有两种,即成形法和生成法。1.磨牙齿具有盘形模块化铣刀或指形铣刀的铣齿属于形成方法,铣刀齿的截面形状对应于齿轮齿间的形状。2.成形和磨牙也属于成型方法。。3.滚齿它属于生成法,其工作原理相当于一对斜齿轮的啮合。滚刀的原型是一个具有大螺旋角的斜齿轮。由于齿数小(通常齿数z=1),齿很长,绕轴形成具有小螺旋角的蜗轮。该齿成为一个具有切削刃和浮雕角度的滚刀。4.剃须的牙齿在大批量生产中,剃齿是一种常用的非硬齿面精加工方法。其工作原理是利用剃齿刀与待加工齿轮自由啮合。通过两者之间的相对滑移,非常精细的切屑从齿面刮除,以提高齿面精度。剃齿还可以形成鼓形齿,以改善齿面接触面积的位置。5.形成牙齿除滚齿外,成形齿轮是一种常用的生成式齿轮加工工艺。6.磨齿的生成方法生成式磨齿的切削运动与滚齿类似。该生成法可用于蜗轮、锥形轮或碟形轮的磨削。7.珩磨珩齿的原理与剃齿相似。珩磨轮和工件类似于一对无间隙啮合的斜齿轮。8.电火花电火花线切割又称线切割。它是在电火花打孔成型的基础上发展起来的。它不仅发展了电火花加工的应用,而且在某些方面取代了电火花加工的穿孔和成形。JIG出品必属精品,产品通过ISO9001质量体系认证,品质优良,现货供应,是您的放心之选。福建铝合金涡轮蜗杆减速机

电机与蜗轮蜗杆减速机一体是常见组合产品,电机输出转矩及最高转速经过蜗轮蜗杆减速机减速后降低转速并提高输出转矩,广泛应用领域包括化工、印刷、包装、食品、冶金、纺织、电线电缆、橡胶、机电及自动化等各行各业。电机种类有很多,蜗轮蜗杆减速机有铸铁系列与RV系列,那么应当如何根据电机型号规格匹配蜗轮蜗杆减速机呢?匹配蜗轮蜗杆减速机,须知电机的相关参数如下:1、 极数(2-8极),最高转速;2、 三相还是单相,功率是多少;3、 安装方式,立式还是卧式;4、 输出轴轴径,输出是否带法兰和具体的安装尺寸;5、 要求蜗轮蜗杆减速机输出转速是多少。了解了这些基本的参数后才能更好的获得适合的涡轮蜗杆减速机福建铝合金涡轮蜗杆减速机专业减速机厂家供应,可提供2D 3D尺寸图,承载能力高,使用寿命长,运转平稳,噪声低。欢迎来电咨询。
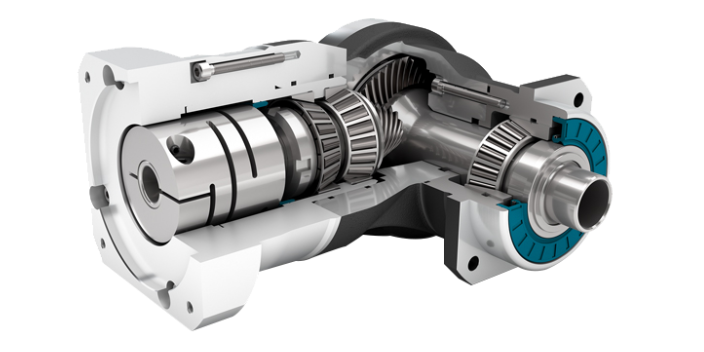
迟滞曲线:迟滞检测是为了得出齿轮箱的扭转刚度。通过检测得到迟滞曲线。检测时,先将齿轮箱输入端固定住,然后在输出端的两个旋转方向分别持续地加载到T2B蕞大加速力矩,继而逐步卸载,用仪器记录下力矩的仿差角,得到的曲线是一条闭合曲线,从中可以计算出齿轮箱的回程间隙(jt)和扭转刚度(Ct21)。齿啮合频率fz:齿啮合频率有时会带来技术装置的震动问题,如齿轮箱频率与技术装置的频率相同时。输出端的震动频率可按公式fz=1.8•n2[min-1]计算得出。如真有震动问题,要么改变技术装置的自身频率,要么选其它速比(=其它齿啮合频率)的齿轮箱。定位精确度:在高速机械往复运动中做到精确定位的关键在于尽量减小通过运动产生的角偏差,定位精确度取决于两个值,一个是与加载有关的偏转角,涉及到回程间隙与扭转刚度,另一个是与运动控制有关偏转角,涉及到同步偏差问题。
齿轮是指在轮辋上有齿轮的机械部件,减速机齿轮连续啮合以传递运动和动力。齿轮在传动中的应用很早就出现了。齿轮的正常运行将直接影响到机械设备的效率。因此,在设备维修时,检查齿轮是否能正常运转是非常重要的。接下来ATV齿轮、齿轮定制和齿轮厂家将一起来看看如何判断齿轮是否出故障。1.齿面磨损。在正常情况下,只要润滑油中混入磨料颗粒,运行过程中就会造成齿面磨料磨损。2.用润滑油粘住牙齿表面。一旦润滑状况不佳,牙齿表面之间的油膜就会消失,使两牙金属表面直接接触,进而产生相互粘连。当两个齿面继续相对移动时,较硬的齿面沿滑动方向撕裂较软的齿面上的部分材料,形成齿槽。3.疲劳点蚀。当齿面较长时,在交变接触应力作用下,齿面刀痕处会出现细小裂纹。随着时间的推移,这种裂纹逐渐在表层扩展。裂纹形成环形后,齿面出现了小面积的剥落,形成了一些疲劳浅坑。4. 齿轮的齿断了。在齿轮的运行工程中,如悬臂梁,当齿轮根部受到脉冲周期性应力超过齿轮材料的疲劳极限时,根部就会出现裂纹并逐渐扩展。当剩余部分无法接受传输负载时,会发生断齿。齿轮在运行过程中也可能由于严重的冲击、不平衡的负载和不均匀的原材料而造成齿断实力厂家,专业生产减速机厂家,性能稳定,厂家品质保障,多层检测工序严控质量,品种齐全 , 环保节能。
涡轮蜗杆减速机传动机械中齿轮轴常用的材料有45钢的碳钢、40Cr、20CrMnTi的合金钢等。由于齿轮轴的强度要求较高,采用圆钢直接加工会消耗大量的材料和劳动力。加工毛坯时,如锻件为自由锻件,须按GB/T15826标准加工;如果毛坯是模锻件,加工余量须符合GB/T12362体系标准。为防止锻件出现晶粒不均匀、裂纹、裂纹等锻造缺陷,应按照有关锻件国家评定标准进行检验。许多齿轮轴的毛坯大多采用碳素结构钢和合金钢。为了提高材料的硬度并便于加工,热处理采用正火热处理,即:正火工艺,温度960℃,风冷,硬度值保持HB170-207。正火热处理还可以细化锻件的晶粒,使结晶组织均匀,消除锻造应力,为以后的热处理奠定基础。粗车削的主要目的是减少毛坯表面的加工余量,而主表面的加工顺序取决于零件预留基准的选择。齿轮轴类零件的特性和各曲面的精度要求都受到定位基准的影响。齿轮轴类零件通常采用轴作为定位基准,这样可以使该基准与设计基准统一重合。在实际生产中,以外圆为粗略定位基准,以齿轮轴两端中心孔为定位精度基准,误差控制在尺寸误差的1/3 ~ 1/5范围内。初步热处理后,将毛坯在两个端面上翻转或碾磨(用划线修正),然后标记两端中心孔,钻两端中心孔,然后将外圆粗化。创日精工是精密机械动作元件的供应者,品质保障,专业工程师为你提供完善的选型标准,是您的放心之选。厦门涡轮蜗杆减速机品牌
专业生产精密减速机,型号齐全,质量保证,多层检测工序严控质量,现货供应,欢迎来电咨询。福建铝合金涡轮蜗杆减速机
涡轮蜗杆减速机检修工艺操作流程:1、拆卸减速机:(1)将拆卸的减速机壳体外表面进行除垢清理,然后用煤油清洗;(2)将减速机内的润滑油放出;(3)使用专业工具(拉扒器)拆卸减速机皮带轮;(4)拆减速机输出部分,卸掉端盖紧固螺丝,用顶丝或撬棍将端盖分离,然后用拉扒器和轴承压力机拆出输出轴上的齿轮和轴承;(5)用同样的方法拆出输入部分的输入轴、齿轮、和轴承;(6)用轴承压力机压或用铜棒敲击的方法拆出中间轴、齿轮、轴承;(7)对以上拆出的部件用煤油进行清洗;(8)检查测量拆出的齿轮、轴承、轴、端盖、壳体、轴承孔,并详细记录尺寸;福建铝合金涡轮蜗杆减速机
深圳市创日精工科技有限公司致力于五金、工具,是一家贸易型的公司。创日精工致力于为客户提供良好的减速机,中空旋转平台,伺服电机,调速器,一切以用户需求为中心,深受广大客户的欢迎。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造五金、工具良好品牌。创日精工凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。

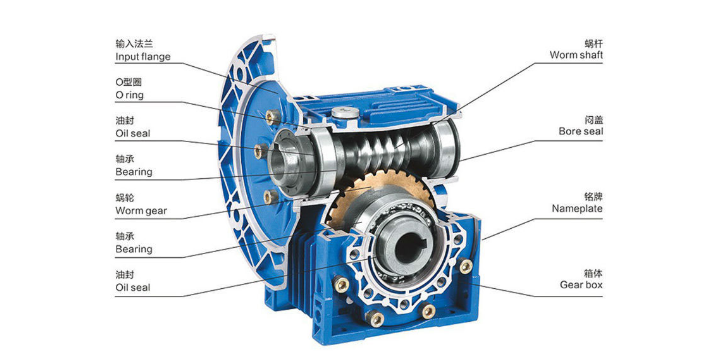
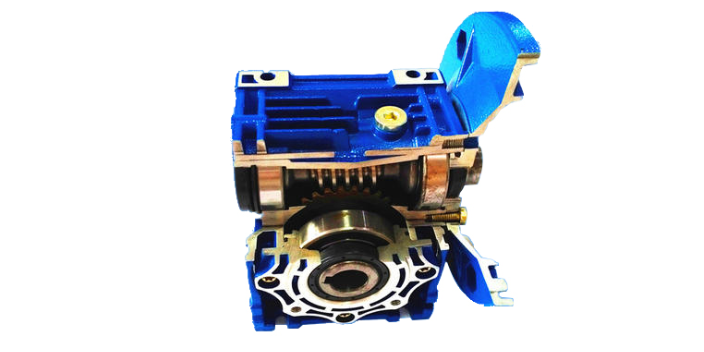
灵活的安装选择在蜗轮减速器中,齿轮与输入轴成90度角安装在输出轴上。如此可以释放输出轴的两端,以带来更多的工程设计选项。除此之外,实心和空心输出轴均可与蜗轮蜗杆减速机同时使用。空心输出轴越来越受大家喜爱,这是因为两者不再需要从实心轴减速机传递扭矩的皮带或链条。同样的,更少的运动部件可以减少更多的检修需要。较低的噪音水准锥齿轮和斜齿轮传动中常见的齿轮突然接触可能会带来环境噪声,而蜗轮运行更平静,这是因为轮齿互相滑动接触,并且总是有更多的轮齿与齿轮啮合。并且,这是因为蜗轮蜗杆齿轮将需要单个级,而别的减速机将需要两个或更多齿轮级,因而整体上将带来更少的噪音。除去以上这些优点外,蜗轮蜗杆减速机的使用周...
- 张家界涡轮蜗杆减速机型号 2023-06-24
- 福州涡轮蜗杆减速机生产厂家 2023-06-24
- 厦门涡轮蜗杆减速机品牌 2023-06-24
- 广州RV涡轮蜗杆减速机 2023-06-24
- 微型涡轮蜗杆减速机品牌 2023-06-24
- 江苏微型涡轮蜗杆减速机 2023-06-23
- RV涡轮蜗杆减速机规格 2023-06-23
- 南宁铸铁涡轮蜗杆减速机 2023-06-21
- 湖南涡轮蜗杆减速机价格 2023-06-21
- 广东涡轮蜗杆减速机价格 2023-06-21


- 广东RV涡轮蜗杆减速机 2023-06-19
- 福建铝合金涡轮蜗杆减速机 2023-06-19
- NRV涡轮蜗杆减速机品牌 2023-06-19
- 上海RV涡轮蜗杆减速机 2023-06-19
- 厦门微型涡轮蜗杆减速机 2023-06-19
- 武汉精密涡轮蜗杆减速机 2023-06-16




- 东莞行星减速机厂家 05-22
- 惠州FBL减速机优缺点 05-22
- 珠海硬齿面减速机规格 05-21
- 佛山硬齿面减速机优缺点 05-21
- 惠州行星减速机 05-21
- 重庆非标减速机供应商 05-20
- 苏州非标减速机价格 05-20
- 深圳行星减速机参数 05-20
- 浙江非标减速机品牌 05-19
- 台州步进非标减速机 05-19