- 品牌
- JIG
- 型号
- NMRV/NRV/RV
- 类型
- 齿轮-蜗杆减速器,蜗杆减速器
- 载荷状态
- 均匀载荷,强冲击载荷,中等冲击载荷
- 传动比级数
- 单级,双级
- 传动布置形式
- 同轴式,分流式
- 加工定制
- 是
- 样品或现货
- 现货,样品
- 齿面硬度
- 硬齿面,软齿面
- 用途
- 减速机,减速箱体,变速机
- 许用扭矩
- 10N.m,22N.m,691N.m,1782N.m
- 使用范围
- 水泥,**,矿产,化工,工业,机械设备,抛光/触摸屏/印刷
- 减速比
- 10/15/20/30/40/50/60/80/100
- 产地
- 深圳
- 级数
- 单级,双级
- 是否跨境货源
- 是
- 输入转速
- 1400rpm
- 额定功率
- 2.2kw,35kw,5.5kw,15kw
- 输出转速范围
- 40rpm,47.6rpm,50rpm,111rpm,140rpm
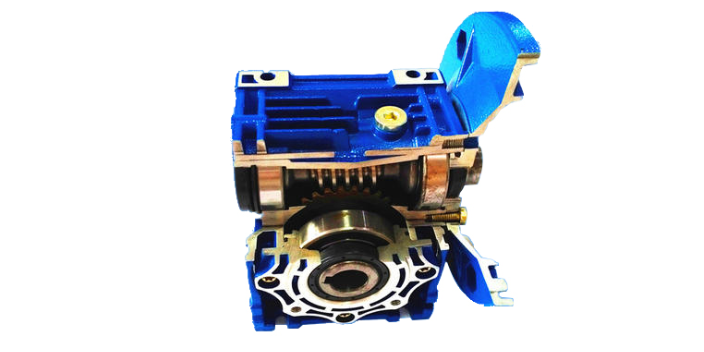
蜗轮蜗杆减速机部分附件解说如下:外壳:铝合金和铸铁;蜗杆:20Cr钢。碳、氮共渗处理(精磨后保持齿面硬度HRC60,硬度厚度大于0.5mm);蜗轮:特殊配置的耐磨镍青铜;油盖/通气器,主要用于排出涡轮蜗杆减速机机箱内的气体;端盖,分为大端盖和小端盖,端盖为固定轴系部件的轴向位置并承受轴向载荷,轴承座孔两端用轴承盖封闭;油封,主要使用防止机箱内部的润滑油外泄,提高润滑油的使用时间;放油螺塞,主要用于更换润滑油时排放污油和清洗济;油标盖/油标,主要用于观察涡轮蜗杆减速机机箱内部的油量是否达标。减速机行业标准制定者,引进德国技术与设备,20年专注减速器,蜗轮、行星、齿轮、硬齿面,摆线减速机。芜湖双级涡轮蜗杆减速机
怎样解决减速机早期点蚀的状况。点蚀肯定与润滑油有关系,同时它还要与减速机的材料有密切联系。平时的使用过程一会有一定处理规范。还有一点就是由于齿轮接触不好造成局部超负荷而产生的,齿轮的局部超负荷使实际接触应力极大超过齿轮材料的许用接触应力,有的齿轮达不到全齿长接触或只在齿的一端接触,甚至对角接触。下面由小编来为我们详细的阐述一下。一、材料及处理规范的影响齿轮材料的选择正确与否以及使用负荷的匹配情况,热处理硬度的选择与匹配,也是影响早期点蚀的原因。二、润滑油的影响由于齿轮传动的不合理润滑及润滑剂的选择不适也是影响早期点蚀的原因。防止减速机齿轮早期点蚀的途径:(一)齿轮减速机传动的合理润滑及选择合适的润滑剂。(二)提高减速机齿轮安装精度,保证齿轮的接触精度。对于中心驱动减速机,如果在装配和安装时,未经很好调查,便有可能存在左右两路传动的不同步性,均载效果差,在这种情况下,一侧传动齿轮可能不承受负荷,而另一侧传动齿轮则超负荷(高大达到设计负荷的2倍),这很容易引起齿面产生进展性早期点蚀。攀枝花RV涡轮蜗杆减速机减速机源头生产厂家—创日精工,专注生产20年,价格实惠,结构紧凑,性能稳定,精度高,寿命长!
齿轮精修车削的工艺是:以齿轮轴两端的上孔为基准,对外圆进行精修。为了提高齿轮轴的加工效率和质量,通常采用数控车削,这样所有被加工零件的加工质量都可以通过程序进行控制,同时保证批量加工的效率。在工程机械传动系统中,齿轮和花键是传递动力和扭矩的关键部件,对传动精度要求很高。对于9级精度的齿轮,滚齿刀和插齿刀都能满足齿轮的要求,但滚齿刀的加工精度明显高于插齿,效率也明显高于插齿;对8级精度的齿轮,可先滚齿或成形,再加工桁架齿;对于7级精度的齿轮,应该使用不同的处理技术根据批量大小,如果是小批量或单件生产可以按照处理滚齿机(塑造),然后高频感应加热淬火等表面处理方法,磨齿技术达到精度要求;如果是批量加工,则先进行滚齿加工,然后进行剃齿,再进行高频感应加热淬火,进行珩磨。对于有淬火要求的齿轮,须按照图纸要求的更高的加工精度进行加工。齿轮轴花键一般有两种类型:矩形花键和渐开线花键。对于要求高精度的样条,采用滚齿和磨齿。渐开线花键是目前工程机械领域中应用普遍的一种,其压力角为30度。大量齿轮轴花键的加工工艺比较繁琐,需要专业铣床进行加工;可采用小批量加工,分度板由专业技术人员用铣床加工
涡轮蜗杆减速机齿轮轴表面和重要轴直径表面通常需要进行表面处理。表面处理方法包括渗碳和表面淬火。表面淬火渗碳处理的目的是使轴表面具有较高的硬度和耐磨性。渗碳的渗碳层深度通常1.1-1.7毫米,和齿轮轴渗碳后仍保持强度,韧性和可塑性,通常花键齿部分,槽部分,等不需要表面处理,需要进一步处理,所以应用油漆表面渗碳和淬火之前,然后轻轻剥离后攻丝表面处理完成后,淬火处理应注意温度、冷却速度、冷却介质等因素的影响,并应检查淬火是否弯曲变形。如果变形较大,则需要对其施加应力并再次放置以使其变形。分析中心孔磨削和其他重要的表面加工工艺齿轮轴经过表面处理后,须对其两端的中心孔进行磨削,并以被磨面作为磨削其他重要外表面和端面的精细参考。同样,以两端上孔作为精度基准,对靠近坡口的重要表面进行加工,直至满足图纸要求为止。对齿面进行精加工也以两端中心孔为精加工基准,对齿面及其他零件进行研磨,直至满足精度要求为止。总之,工程机械的齿轮轴的加工路线是:下料、锻造、正常化,粗车削,微调,粗糙的挤压,挤压,铣、花键去毛刺,表面淬火,渗碳,中心孔研磨,重要的外表面和磨磨削齿轮的成品在重要的外部表面附近的槽进行检查和存储。减速机精选创日精工-10年口碑厂家,设计简洁,高精度:1-16弧分,传动稳,噪音低,是您的放心之选。

蜗轮蜗杆减速机安装完成后应按工作转速先进行空载试运行,时间约为2个小时左右。当蜗轮减速机转动2小时后,可按25%、50%、75%的负荷逐步加载试车,直到满负荷转动。在蜗轮蜗杆减速机负载试运转一段时间后,请再认真检查各紧固件是否松动等情况,以确保其安全转动。在试工作过程中,请注意蜗轮减速机是否有噪声、及散热功能是否出色等。蜗轮蜗杆减速机用油检查与润滑油的更换方式说明,有以下几点:1、蜗轮蜗杆减速机润滑油位的检查,并堵截其电源,为的就是防止触电,等待减速机降温下来。2、移去油位螺塞检查油是否溢出,检查达标后方可进行安装油位螺塞。3、打开放油螺塞,取出润滑油样,并检查润滑油的粘度系数。假如润滑油显着污浊,建议尽快更换新的润滑油。4、针对配备油位螺塞的蜗轮蜗杆减速机,扭开油位螺塞,检查加油高度,必需的时候可补充润滑油。5、润滑油的更换,降温后油的粘度增加放油困难,所以蜗轮蜗杆减速机应在转动温度下换油。创日精工减速机专注生产20年,价格实惠,结构紧凑,性能稳定,精度高,寿命长!是您的放心之供应商。广东单级涡轮蜗杆减速机
专业生产减速机厂家,性能稳定,厂家品质保障,多层检测工序严控质量,现货供应,欢迎来电咨询。芜湖双级涡轮蜗杆减速机
我国的五金行业已经逐渐的发展成为世界的五金加工和出口大国,成为了世界五金生产大国之一。其中,我国的五金行业里有至少有70%为私营有限责任公司企业,拥有广阔的市场和消费潜力,为中国五金行业发展的主力军。五金工具行业进入品牌竞争阶段,提高产品的技术含量,拥有自主品牌及服务,才是私营有限责任公司企业生存发展的王道。未来三年将是五金工具行业打造品牌的黄金期,五金工具企业要做好品牌建设。在五金、工具市场新兴趋势的带动下,实用家庭工具、园林工具、汽车用品工具、机配工具等五金工具类商品货俏价扬,采购稳中有升,销售形势乐观,应大力发展电动工具、手工具、量具、测距仪、风动工具、园林工具、台式工具,重点发展精致的组合工具、汽车随车工具、建筑五金、厨电工具等产品,加快形成多品种、多规格、系列化的具有自主知识产权的重点技术和产品。现在我国的工业发展日新月异,五金工具要跟上我国的产业发展,才能满足各行各业日新月异的发展需求。当前我国正处于经济转折时期,五金工具行业发展也面临着大调整。我们期待着五金工具行业的面貌会焕然一新。芜湖双级涡轮蜗杆减速机
深圳市创日精工科技有限公司位于深圳市宝安区松岗街道沙浦社区洋涌工业区二路1号A栋302。创日精工致力于为客户提供良好的减速机,中空旋转平台,伺服电机,调速器,一切以用户需求为中心,深受广大客户的欢迎。公司从事五金、工具多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。创日精工立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。

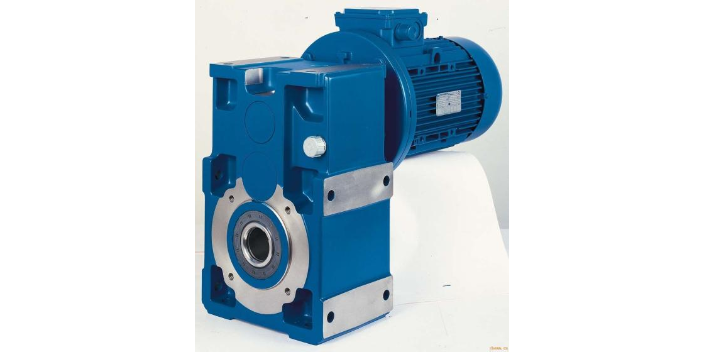
灵活的安装选择在蜗轮减速器中,齿轮与输入轴成90度角安装在输出轴上。如此可以释放输出轴的两端,以带来更多的工程设计选项。除此之外,实心和空心输出轴均可与蜗轮蜗杆减速机同时使用。空心输出轴越来越受大家喜爱,这是因为两者不再需要从实心轴减速机传递扭矩的皮带或链条。同样的,更少的运动部件可以减少更多的检修需要。较低的噪音水准锥齿轮和斜齿轮传动中常见的齿轮突然接触可能会带来环境噪声,而蜗轮运行更平静,这是因为轮齿互相滑动接触,并且总是有更多的轮齿与齿轮啮合。并且,这是因为蜗轮蜗杆齿轮将需要单个级,而别的减速机将需要两个或更多齿轮级,因而整体上将带来更少的噪音。除去以上这些优点外,蜗轮蜗杆减速机的使用周...
- 张家界涡轮蜗杆减速机型号 2023-06-24
- 福州涡轮蜗杆减速机生产厂家 2023-06-24
- 厦门涡轮蜗杆减速机品牌 2023-06-24
- 广州RV涡轮蜗杆减速机 2023-06-24
- 微型涡轮蜗杆减速机品牌 2023-06-24
- 江苏微型涡轮蜗杆减速机 2023-06-23
- RV涡轮蜗杆减速机规格 2023-06-23
- 南宁铸铁涡轮蜗杆减速机 2023-06-21
- 湖南涡轮蜗杆减速机价格 2023-06-21
- 广东涡轮蜗杆减速机价格 2023-06-21


- 广东RV涡轮蜗杆减速机 2023-06-19
- 福建铝合金涡轮蜗杆减速机 2023-06-19
- NRV涡轮蜗杆减速机品牌 2023-06-19
- 上海RV涡轮蜗杆减速机 2023-06-19
- 厦门微型涡轮蜗杆减速机 2023-06-19
- 武汉精密涡轮蜗杆减速机 2023-06-16





- 惠州单相齿轮减速机原理 05-18
- 无锡立式齿轮减速机供应商 05-17
- 杭州单相齿轮减速机生产厂家 05-17
- 黄石GVD齿轮减速机品牌 05-17
- 洛阳非标减速机参数 05-16
- 成都非标减速机工厂 05-16
- 北海NMRV非标减速机 05-16
- 福建非标减速机厂家 05-15
- 宿迁涡轮非标减速机 05-15
- 镇江非标减速机尺寸 05-15