- 品牌
- JIG
- 型号
- FBK FBL FB FEK FEL FE FS SD SB
- 类型
- 行星齿轮减速器
- 载荷状态
- 均匀载荷,强冲击载荷,中等冲击载荷
- 传动比级数
- 单级,双级,三级,多级
- 轴的相对位置
- 卧式减速器,立式加速器
- 传动布置形式
- 同轴式,分流式,三环式,展开式
- 加工定制
- 是
- 样品或现货
- 样品,现货
- 齿面硬度
- 硬齿面
- 布局形式
- 同轴式,三环式
- 用途
- 减速机,减速箱体
- 许用扭矩
- 10N.m,22N.m,691N.m
- 使用范围
- 水泥,**,矿产,化工,工业,机械设备,手机屏幕/畜牧/抛光/陶瓷/玻璃/食品/冶金//啤酒饮料
- 减速比
- 3 4 5 7 8 10 12 16 20 25 28 32
- 级数
- 单级,多级,三级,双级
- 规格
- 42mm 60mm 80mm 90mm 120mm
- 是否跨境货源
- 是
- 厂家
- 深圳市创日精工科技有限公司
- 输入转速
- 960rpm,1440rpm,1400rpm,3000rpm,1450rpm,1500rpm,6000rpm
- 额定功率
- 15kw,5.5kw,2.2kw,35kw
- 输出转速范围
- 40rpm,47.6rpm,50rpm,111rpm,140rpm
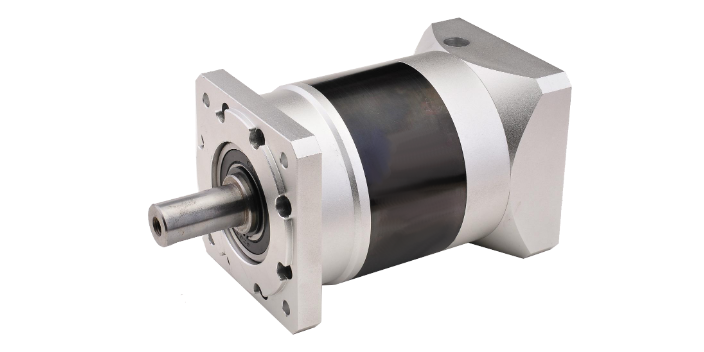
行星减速机一般是在有限的空间内需要更高的扭矩,即体积小、扭矩大的情况下使用,其可靠性和使用寿命优于直齿轮减速器。正齿轮减速器用于低电流消耗、低噪音、高效率和低成本应用。1.它可以提高服务性能。对于大的负载惯性,减速比的平方反比可以用来分配更好的等效负载惯性,以获得更好的控制响应。因此,在这方面,行星减速机更适合伺服应用的控制响应。2.提高扭矩输出扭矩的方法可能是直接增加伺服电机的输出扭矩,但这种方法不仅必须使用昂贵的大功率伺服电机,而且必须具有更强的结构。转矩的增加与控制电流的增加成正比。此时,采用更大的驱动器,电力电子元件和相关机电设备规格的增加将极大地降低控制系统的成本。3.当行星减速机必须移动负载并需要精确定位时,高精度行星减速机需要的重载。一般来说,诸如卫星、医疗、航空、晶圆设备、机器人等自动化设备。它们的共同特点是,移动负载所需的扭矩通常远远超过伺服电机本身的扭矩能力。通过减速机提高伺服电机的输出转矩,可以有效地解决这一问题。创日精工-专注减速机产品,型号齐全,品质优良!公司不断引进先进的技术和工艺装备,只为客户放心。桂林精密行星减速机供应商
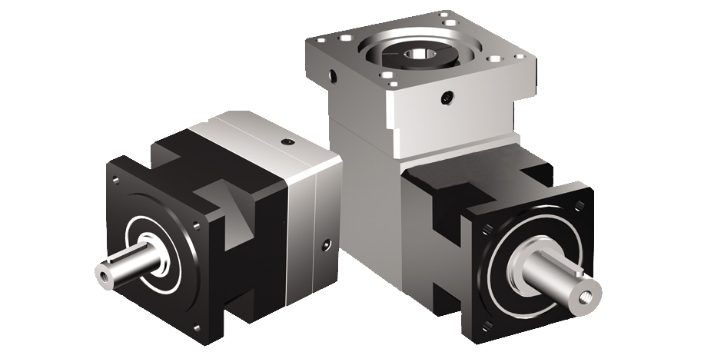
行星减速器内部齿轮采用20CrMnTi渗碳淬火和磨齿具有体积小、重量轻,承载能力高,使用寿命长、运转平稳,噪声低、输出扭矩大,速比大、效率高、性能安全的特点。兼具功率分流、多齿啮合独用的特性。采用模块化设计,可根据客户要求进行变化组合,渐开线行星齿轮传动,合理利用内、外啮合、功率分流,箱体采用球墨铸铁,极大地提高了箱体的钢性及抗震性,齿轮均采用渗碳淬火处理,得到高硬耐磨表面,齿轮热处理后全部磨齿,降低了噪音,提高了整机的效率和使用寿命。是一种具有普遍通用性的新型减速机。武汉微型行星减速机工厂专业生产精密行星减速机,型号齐全,质量保证,价格优惠,超长质保,现货供应,欢迎来电咨询。
近年来,减速机整个行业每年都呈现出平稳增长的趋势。国内减速机行业企业迅速崛起。企业大力投资引进自动化、数控化、智能化的制造装备,高度重视研发投入和自主创新,持续推进新产品开发和升级换代,能够适应市场需求的不断变化。在此背景下,我国减速机企业的自主研发从中小型通用减速机,到自主研发大型轧机、大型球磨机、大型辊压机等重型设备的配套减速机,再到盾构机、风力发电、海洋平台等高技术装备的专业齿轮箱,基本覆盖了主要减速机类别,明显缩小了与国外企业同类产品在结构设计、质量控制、功率密度、可靠性和使用寿命等方面的差距,推动了相关减速机产品的国产化替代与对外出口。
行星减速机的轴承被防锈物的表面预处理方法:1)清洁表面。清洁需要根据生锈物体表面的性质和当前条件选择合适的方法。常用的方法有溶剂清洗、化学处理清洗和机械清洗;2)表面干燥清洁后,可用过滤的干燥压缩空气干燥,或用120~170℃的干燥器干燥,或用干净纱布干燥。涂敷防锈油的方法。1)浸泡法:一些小型物品采用浸泡在防锈油脂中,让行星减速机表面粘附上一层防锈油脂的方法。油膜厚度可通过控制防锈油脂的温度或粘度来达到;2)刷涂法用于不适用浸泡或喷涂的室外建筑设备或特殊形状的制品,刷涂时既要注意不产生堆积,也要注意防止漏涂;3)喷涂法有些大型防锈剂不能用浸泡法上油。洁净空气场所一般采用压力约0.7Mpa的过滤压缩空气进行喷淋。喷涂法适用于溶剂稀释防锈油或薄防锈油,但需要采用完善的防火和劳动保护措施。专业生产减速机厂家,性能稳定,规格多样,厂家品质保障,超长质保,现货供应,欢迎来电咨询。
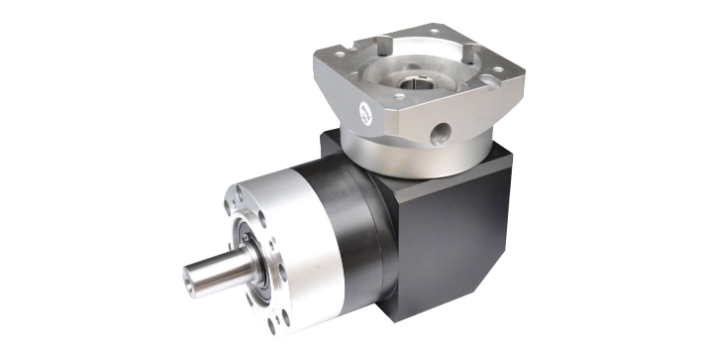
行星减速机可以在保证精确传动的前提下,降低驱动电机的转速,增加扭矩,降低负载与转动惯量的比率。然而,在实际使用中,由于安装不当而引起的故障时有发生。其中,行星减速机和驱动电机的断轴是主要故障类型之一。那么如何解决行星减速机和驱动电机之间的断轴问题呢?一些用户错误地认为,只要所选行星减速机的额定输出扭矩满足工作要求。事实并非如此。首先,当匹配驱动电机的额定输出转矩乘以速比时,得到的值原则上小于行星减速机产品样品提供的相应额定输出转矩;其次,还应考虑驱动电机的过载能力和实际应用中所需的比较大工作扭矩。理论上,用户要求的比较大工作扭矩必须小于行星减速机额定输出扭矩的两倍。特别是,在某些应用中必须严格遵守该标准,这不仅是为了保护减速机的内部齿轮和轴系统,而且是为了防止减速机的输出轴断裂。在加减速过程中,如果行星减速机输出轴承受的瞬时冲击扭矩超过其额定输出扭矩的两倍,且该加减速过于频繁,*终会导致减速机轴断裂。如果发生这种情况,仔细计算并考虑增加扭矩裕量。创日精工JIG行星减速机,产品通过ISO9001质量体系认证,品质优良,现货供应,欢迎来电咨询。安徽直角行星减速机品牌
创日精工拥有20年的丰富的选型经验,专业工程师为你提供完整的选型标准,欢迎新老客户前来选购。桂林精密行星减速机供应商
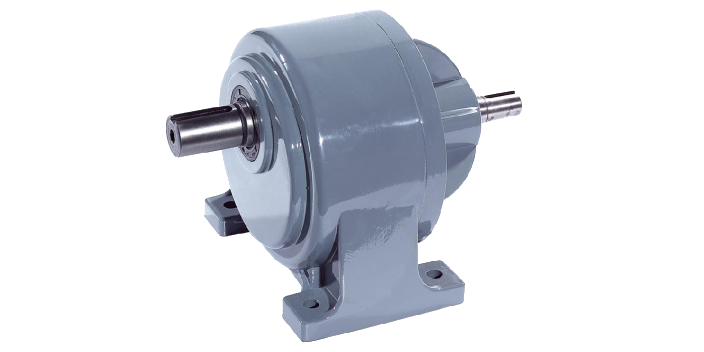
行星减速机冷加工和热加工的区别热装过程是通过明火、油沸腾和电磁加热将工件温度提高到180度左右。基于行星减速机装配基孔的热膨胀,将轴类工件热套入基孔,待工件冷却后锁定,实现套筒与齿轮类工件的装配操作。由于热装配的基本原理是热膨胀和冷收缩,因此通过加热带有基孔的工件,通过热膨胀增加基孔的直径。但是,由于加热时间不足、间隙过小、环境温度低、冷却速度快、装配速度不及时,轴类零件和孔类零件的孔径在就位前可能会收缩,导致夹持和卡滞的两难境地,导致零件损坏。冷装工艺是将要安装在底座孔中的零件冷却以缩小其外形尺寸,并在装配表面之间产生装配间隙以便于零件装配的一种装配方法。如果采用冷装工艺进行装配,只需对二级行星内齿圈进行冷却,零件体积小,易于冷却,且冷装工艺为无损装配,对零件无损伤。通过比较不难发现行星减速机的冷装和热装过程。与热装工艺相比,冷装工艺不易对行星减速机零件造成损坏。因此,建议您在安装时尽可能使用冷充电过程。桂林精密行星减速机供应商
行星减速机可以在保证精确传动的前提下,降低驱动电机的转速,增加扭矩,降低负载与转动惯量的比率。然而,在实际使用中,由于安装不当而引起的故障时有发生。其中,行星减速机和驱动电机的断轴是主要故障类型之一。那么如何解决行星减速机和驱动电机之间的断轴问题呢?一些用户错误地认为,只要所选行星减速机的额定输出扭矩满足工作要求。事实并非如此。首先,当匹配驱动电机的额定输出转矩乘以速比时,得到的值原则上小于行星减速机产品样品提供的相应额定输出转矩;其次,还应考虑驱动电机的过载能力和实际应用中所需的比较大工作扭矩。理论上,用户要求的比较大工作扭矩必须小于行星减速机额定输出扭矩的两倍。特别是,在某些应用中必须严格...
- 芜湖FB行星减速机工厂 2023-08-15
- 芜湖行星减速机型号 2023-08-15
- 东莞中大行星减速机供应商 2023-08-15
- 广州FB行星减速机 2023-01-12
- 湖南立式行星减速机参数 2023-01-12
- 东莞斜轮行星减速机规格 2023-01-12
- 温州FB行星减速机配件 2023-01-12
- 深圳小型行星减速机作用 2023-01-11
- 苏州小型行星减速机供应商 2023-01-11
- 浙江行星减速机作用 2023-01-11

- 嘉兴小型行星减速机作用 2023-01-10
- 温州微型行星减速机配件 2023-01-09
- 湖南精密行星减速机规格 2023-01-09
- 舟山直角行星减速机 2023-01-09
- 佛山FB行星减速机尺寸 2023-01-08
- 玉林小型行星减速机型号 2023-01-07



- 佛山小型减速机厂家 06-06
- 无锡精密减速机参数 06-05
- 佛山FBL减速机厂家 06-05
- 广州FB减速机供应商 06-05
- 常州硬齿面减速机配件 06-04
- 佛山减速机尺寸 06-04
- 江苏行星减速机型号大全 06-04
- 广州FB减速机生产厂家 06-03
- 惠州减速机型号 06-03
- 惠州FBL减速机配件 06-03