本数控机床主要由床身、床头箱、床头箱底座、主电机及电机底座、卡盘、中心架、尾座、刀架、液压系统、电气系统与数控系统、冷却系统、功能部件及随机附件等组成。床身、拖板:机床床面采用强度高的树脂砂铸造,床面进行中频淬火处理,硬度为HRC45-55,并经退火处理,充分消除其铸造时热胀冷缩变形量及内应力,也可分散切削时的振动;中频淬火深度较深,利于机床二次重磨。机床床体刚性强,承载力大,稳定性好。拖板采用刮胶处理,由于该材料中含有润滑元素,使其动静摩擦系数相差较小,配合润滑油一起降低了拖板与床身导轨面的摩擦,防止爬行。机床床身铸有向后排屑用拱形门,切屑直接排到接屑盘中,排屑、清理方便。普通数控车床设备制造。广东数控斜车厂家

高速数控立车的主轴性能检查: 1、在、高三档速度中选择低。数控立车主轴连续执行5次正向和反向旋转,然后停止操作并检查其操作的灵活性和可靠性。还要检查数控立车负载表上的电源显示是否符合要求。 2、可手动输入数据输入,使数控立车主轴逐渐从低速增加到允许的比较大速度。检查速度是否正常。通常,允许误差不能超过10%。在检查主轴速度时。观察主轴噪声、振动、温度是否正常,数控立车主轴高速运行2h后温度升至15℃。 3、为了检查数控立车主轴运动的灵活性和可靠性,主轴可以连续停止和操作5次以上。东莞高速数控斜车设备制造南京泰宇数控斜车,品质优,性能稳定,让您无忧生产,赢得更多商机!

斜床体数控机械为防止切屑伤害常采取断屑、控制切屑流向措施和加设各种防护挡板。断屑的措施是在车刀上磨出断屑槽或台阶;采用适当断屑器,采用机械卡固刀具。工件的装卡在数控车削中心加工过程中,因工件装卡怀当而发生损坏机床、折断或撞坏刀具以及工件掉下或飞出伤人的事故为数较多。所以,为确保车削加工的安全生产,装卡工件时必须格外注意。对大小、形状各异的零件要选用合适的卡具,不论三爪、四爪卡盘或专门使用具和主轴的联接必须稳固可靠。对工件要卡正、卡紧,大工件卡紧可用套管,保证工件高速旋转并切削受力时,不移位、不脱落和不甩出。必要时可用中心架增强卡固。
数控车床是目前使用较为宽广的数控工具机之一。它主要用于轴类零件或盘类零件的内外圆柱面、任意锥角的内外圆锥面、複杂迴转内外曲面和圆柱、圆锥螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等。数控工具机是按照事先编制好的加工程式,自动地对被加工零件进行加工。我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数以及辅助功能,按照数控工具机规定的指令代码及程式格式编写成加工程式单,再把这程式单中的内容记录在控制介质上,然后输入到数控工具机的数控装置中,从而指挥工具机加工零件。实用型数控车床批发。

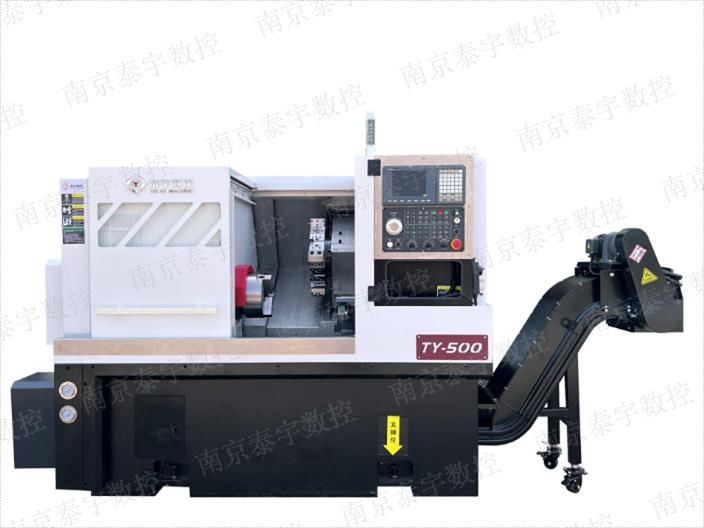
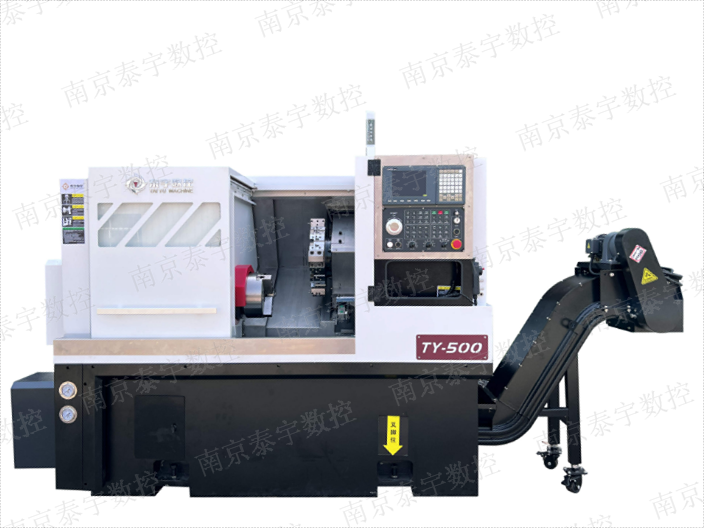
斜床身数控车床采用国产或进口高刚性的卧式转塔刀架,定位精度高,重切变形小。标配主轴无级调速、液压卡盘、液压尾座、卧式八工位刀架、封闭式防护。采用整体斜置式床身结构,重切时仍能保持机床精度的稳定性。X、Z轴伺服电机通过弹性联轴节于与精密滚珠丝杠直连,精度高,丝杠两端固定,提高了支承座的支承刚度,使频繁高速定位,重切时引起的丝杠扭曲变形减到低程度。刀具检测装置可自动将刀尖位置数据输入数控系统,交大减少换刀时的碉整时间,还可自动补偿刀尖的磨损。实用型数控车床现货。湖北高速数控斜车
实用型数控车床优点。广东数控斜车厂家
浅析斜床身数控车床常见故障及处理办法,程序作业完毕刀具不回零点这一般是操控体系毛病。刀具在进给或在加工时,步进电机作业速度较低,而程序回零点时,则要求快速退回。步进电机高速作业,选用高压驱动电源,以使输出转矩增大。操控高压驱动电源输出的有一开关三极管,当开关=极管损坏后,高速回零点时高压电源打不开,步进电机输出转矩不行,致使刀具不回到零点。替换开关三极管即可消除。作业中作业台突然中止这一现象一般是由机械毛病引起的,但也可能是操控体系发作毛病形成的。广东数控斜车厂家