斜床体数控机械为防止切屑伤害常采取断屑、控制切屑流向措施和加设各种防护挡板。断屑的措施是在车刀上磨出断屑槽或台阶;采用适当断屑器,采用机械卡固刀具。工件的装卡在数控车削中心加工过程中,因工件装卡怀当而发生损坏机床、折断或撞坏刀具以及工件掉下或飞出伤人的事故为数较多。所以,为确保车削加工的安全生产,装卡工件时必须格外注意。对大小、形状各异的零件要选用合适的卡具,不论三爪、四爪卡盘或专门使用具和主轴的联接必须稳固可靠。对工件要卡正、卡紧,大工件卡紧可用套管,保证工件高速旋转并切削受力时,不移位、不脱落和不甩出。必要时可用中心架增强卡固。实用型数控车床品牌。肇庆普通数控斜车哪家好

本实用新型是一种75°斜床身双床鞍排刀数控卧式车床.包括床身部件,主轴箱部件,床鞍部件以及排刀座系统部件,所述床身包括导轨面,所述导轨面与水平安装面呈75°夹角,所述主轴箱部件由主轴箱和套筒组件组成,所述套筒组件包括套筒,所述套筒前端设置有法兰结构,所述套筒内设置有主轴,所述主轴上顺序安装有主轴前端盖,角接触球轴承,双列圆柱滚子轴承,隔套以及主轴螺母,所述法兰结构通过螺钉与主轴箱连接,所述主轴上通过螺钉及胀套连接有主轴皮带轮.本实用新型采用75°斜床身整体布局,布置有上下两个刀架,两刀架可以同时加工工件,提高了加工效率.山东实用型数控斜车现货自动化数控车床维护。

由于数字化车间解决方案涉及到数控技术、计算机技术、网络技术、工艺管理的相互融合等数个方面,而企业的设备管理部门、信息化部门,工艺技术部门由于自身专业的局限而无法单独完成整个项目的实施。所以,数字化车间解决方案的实施将会是企业内部多个部门协同完成。斜床身数控车床数字化车间在数控设备通信方面,可以通过工业物联网技术实现多台机床并行在线加工,断点续传能力,并可实现自动、手工,具有断电断点续传,在线加工过程中会实现自动补包,确保了传输到机床的程序准确无误,可将不同的设备类型、不同的控制系统以不同的接入方式同时接入统一的网络进行管理。
首先从自动生产化来进行对比,机床刀位数的增加,自动排屑机的配置,实际上都是为自动化生产打基础。一人值守多台机床,一直是机床发展的方向。斜床身数控车床再增设铣削动力头、自动送料机床或者机械手,自动上料,一次装夹完成所有的切屑工序,自动下料,自动排屑,就成了工作效率极高的自动数控车床。平床身数控车床的结构在自动化生产方面处于劣势。虽然斜床身数控车床比较宽广比平床身数控车床先进,不过市场占有率却远远落后。平床身数控车床容易生产等优点占据着数控车床90%以上的市场份额。普通数控车床维护保养。

加工后的工件尺度差错很大一种可能是丝杠或丝母与斜床身数控车床衔接松动。空走时没有吃刀阻力,溜板作业正常,加工时由于切削阻力增大,丝杠或丝母与车床衔接处松动,形成加工工件尺度漂移。紧固衔接部分,毛病即可消除。另一种可能是电动刀架形成。假如换刀后刀架不能主动锁紧,切削时刀具偏离加工点,也会形成上述现象。这时应查看刀架锁紧设备及刀架操控箱。加工程序常常丢失若操控体系断电后加工程序丢失,而斜床身数控车床上电后从头输入加工程序,机床能够正常加工,则可能是备用电池电压降低或断开,形成数据存储器中的加工程序在机床断电后无法坚持而丢失。替换备用电池即可。工业数控车床哪家好。昆明数控斜车维护保养
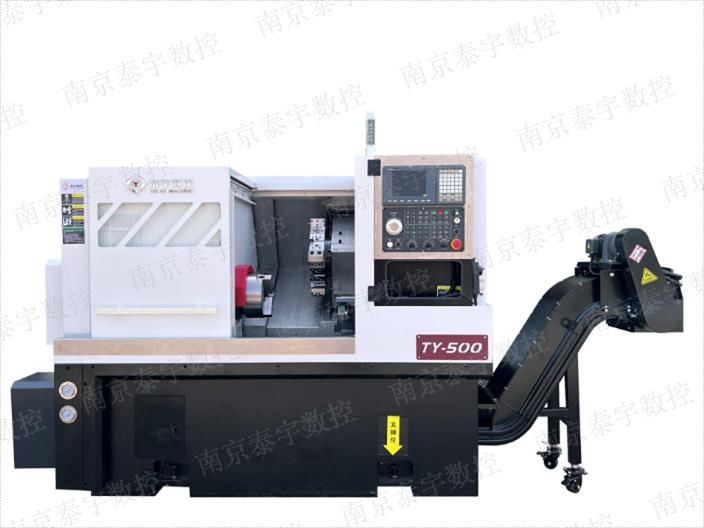
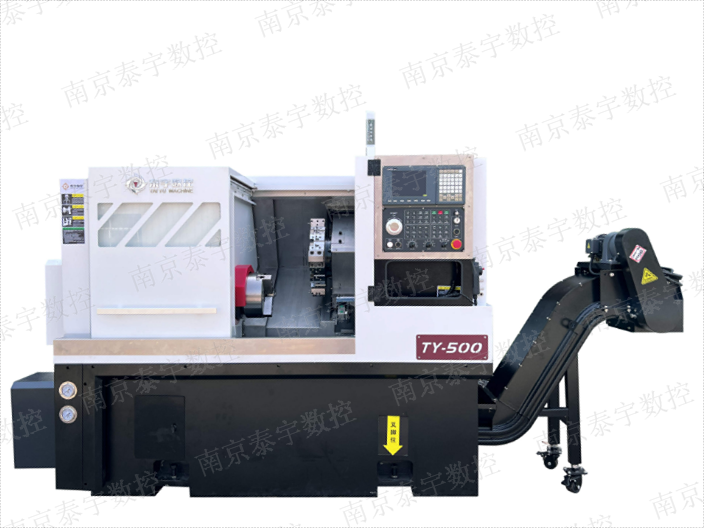
南京泰宇数控设备制造有限公司,拥有强大的研发和生产能力,为您提供高质量、高性能的数控斜车!肇庆普通数控斜车哪家好
高速数控立车采用高刚性结构设计,机床X轴采用过定位动柱式结构,配置三根导轨,具备较大的承载截面,使机床有较高的刚性和吸震性,可保证高精度、高负荷的切削加工。效率高、低噪音设计使得机床主轴采用变频或交流伺服主电机直联传动,部分机型可配置无级变速齿轮箱,增加主轴慢速切削力。高刚性主轴前后端采用进口高精度主轴轴承,选择理想跨距支撑,并施加适当的预紧负荷,使主轴具有高精度、高刚性和高速旋转能力。机床配置进口高刚液压可靠性刀架,具有较高的可靠性和重复定位精度。肇庆普通数控斜车哪家好