为了管螺纹车床更高效率的工作,必须注意冷却液的使用情况。冷却液的分类一般如下: 1、传统的完全水溶性冷却剂(亚硝酸盐含量较高)、乳化液或叫肥皂水(含机油、亚硝酸盐含量较高)以及矿物油和动植物油;这种类型的冷却剂主要成本较低,润滑性能较差,小编不建议大家购买。 2、引进的冷却液类型,有完全水溶性、乳化性和油性三种,该类型冷却液的使用效果较好,但价格昂贵。 3、国内近年研制开发的新型冷却剂,与国外产品性能相当,环保效果良好。这种冷却剂价格适中,尤其适合与设施配套良好的磨床、加工中心、大型机加工设备。 4、冷却剂还具有清理切屑,防腐,确保生物稳定性,为操作员提供一个友好的环境等作用。冷却剂是由复杂的化学配方组合而成,以满足这些特殊的性能要求。精密数控车床设备制造。东莞普通数控斜车维护保养

此外,数控斜床却液的分类还需要注意以下几点: 1、查看车床主轴内锥孔空气吹气是否正常,用干净棉布擦洗主轴内锥孔,并喷上轻质油。 2、查看空气压力,放松调整旋钮,依右旋增压,左旋减压原则调整压力。 3、查看气动三联件油液面高度,大约为整个油管高度的2/3即可。每天将气动三联件滤油罐内水气由排水开关排出。 4、看冷却液箱内冷却波是否足够,不行及时增加。 5、查看润滑油液面高度,保证机床润滑。佛山实用型数控斜车维护保养实用型数控车床设备制造。

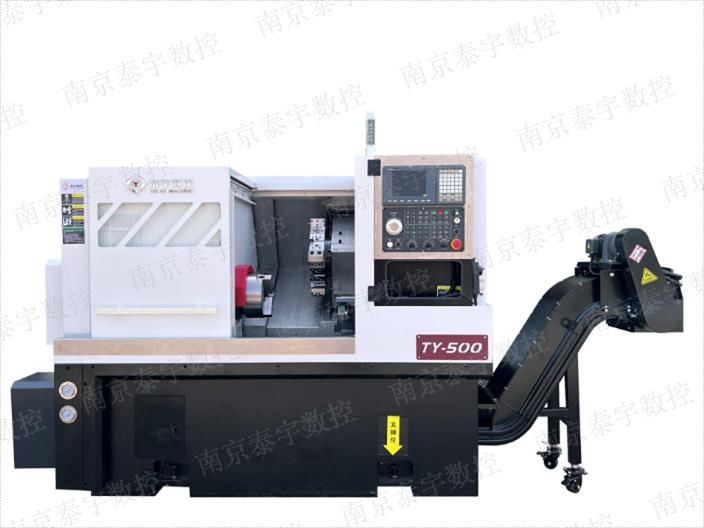
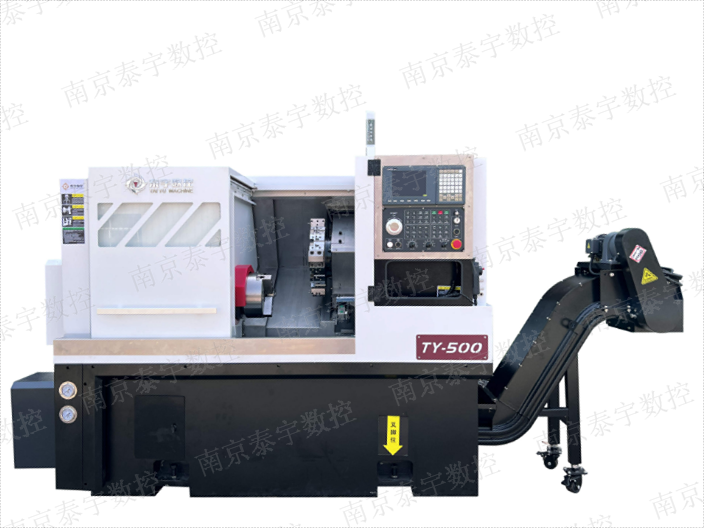
本数控机床主要由床身、床头箱、床头箱底座、主电机及电机底座、卡盘、中心架、尾座、刀架、液压系统、电气系统与数控系统、冷却系统、功能部件及随机附件等组成。床身、拖板:机床床面采用强度高的树脂砂铸造,床面进行中频淬火处理,硬度为HRC45-55,并经退火处理,充分消除其铸造时热胀冷缩变形量及内应力,也可分散切削时的振动;中频淬火深度较深,利于机床二次重磨。机床床体刚性强,承载力大,稳定性好。拖板采用刮胶处理,由于该材料中含有润滑元素,使其动静摩擦系数相差较小,配合润滑油一起降低了拖板与床身导轨面的摩擦,防止爬行。机床床身铸有向后排屑用拱形门,切屑直接排到接屑盘中,排屑、清理方便。
在满足加工工艺要求的前提下设备越简单风险越小,车削加工中心和数控车床都可以加工轴类零件,但一台满足同样加工规格的车削中心价格要比数控车床贵几倍,如果没有进一步工艺要求,肯定选择斜轨数控车床风险较小。同样在经济型和普通型数控车床中要尽量选择经济型数控车床。在加工箱体、型腔、模具零件中,同规格的数控铣床和加工中心都能满足基本加工要求,但两种机床价格相差约一半(不包括气源、刀库等配套费用),所以模具加工中只有非常频繁地换刀具的工艺才选用加工中心,固定一把刀具长时间铣削的,选用数控铣床。目前很多加工中心都在作数控铣床使用。数控车床能加工的零件普通车床往往也能加工,但数控铣床能加工的零件普通铣床大多不能加工,故在既有轴类零件又有箱体、型腔类零件的综合机加工企业中应优先选择数控铣床。普通数控车床设备制造。

工件发生锥度大小头现象1、数控车床放置的水平没调整好,一高一低,发生放置不平稳:运用水平仪调整数控车床的水平度,打下厚实的地基,提高数控车床的稳定性。2、车削长轴时,奉献资料比较硬,刀具刀比较深,形成让刀现象:挑选合理的工艺和恰当的切削进给量防止刀具受力让刀3、尾座顶针与主轴不同心:调整尾座。现象二、驱动器相位灯正常,而加工出来的工件尺度时大时小注:此种现象一般由主轴引起,主轴的高速滚动使轴承磨损严峻,导致加工尺度改动。1、数控车床拖板长时刻高速运转,导致丝杆和轴承磨损:用百分表靠在刀架底部,一起经过体系修正一个固定循环程序,查看拖板的重复定位精度,调整丝杆空隙,替换轴承。2、刀架的重复定位精度在长时刻运用中发生误差:用百分表查看刀架的重复定位精度,调整机械或替换刀架3、拖板每次都能精确回到加工起点,但加工工件尺度依然改动。用百分表检测加工工件后是否精确回到程序起点,若能够,则检修主轴,替换轴承。走进南京泰宇,您将体验到创新与传统的完美结合。东莞工业数控斜车厂家
自动化数控车床编程。东莞普通数控斜车维护保养
斜床身数控车床公司的斜式数控车床的截面积大于同规格的平床身,即抗弯抗扭能力更强。斜床身数控车床刀具在工件斜切方向上,切削力与工件重力方向基本一致,主轴运转比较平稳,不易引起切削振动。平床身数控车床切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。对比加工精度,相对于平床身:主轴:有伺服**主轴,带完刹车后,可以主轴定位并锁紧,主轴转速也可以打的更加高,多数用液压卡盘。床身:斜置后再排屑更加方便,可以选配自动排屑器。斜车有硬轨跟线轨,相比平车,位移速度更加快。刀架:斜车可以选装多工位刀塔,一般8/12工位。相比平车,一般立式四工位,可以进行多工序加工。尾座:斜车一般可以选装液压尾台,当然跟液压卡盘一样,平车也可以装,但是相对要少。总而言之,斜车总体配置总是比平车高。精度高,效率**屑方便,复杂加工,还可以装逼东莞普通数控斜车维护保养