其次,就是通过切削刚性来进行对比,斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强。斜床身数控车床的刀具是在工件的斜上方往下进行切削,切削力与工件的重力方向基本一致,所以主轴运转相对平稳,不易引起切削振动,而平床身数控车床在切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。接着面,通过加工精度来进行对比。数控车床的传动丝杆是高精度的滚珠丝杆,丝杆与螺母之间的传动间隙很小,但也不是说没有间隙,而只要有间隙,当丝杆向着一个方向运动后再反向传动时,难免会产生反向间隙,有反向间隙就会影响数控车床的重复定位精度,从而影响加工精度。我们期待与更多的企业携手合作,共同推动制造业的发展。安徽电脑数控斜车现货

斜床身数控车床加工工艺分析,我国是一个制造业大国,在国际市场上占据着重要的地位,而机械制造业作为其中的重要组成部分,对我国制造业的发展具有十分重要的作用.随着我国机械加工制造业逐渐向着智能化,数字化方向发展,越来越多的数控机床被应用到机械加工过程中.斜床身数控车床就是一种比较的精密型数控车床,不仅有较高的精度,而且还比较耐用,具有走刀机与走心机等多个方面的优势.故此,本文对斜床身数控车床加工工艺进行了分析,内容以供参考.昆明数控斜车厂家实用型数控车床采购。

斜床身数控车床安装时不应随便拆下机床的某些部件,部件的拆卸可能导致数控车床内应力的重要新分配,从而影响数控机床精度。斜床身数控车床几何精度检验合格后,需要对整机进行清理。用浸有清洗剂的棉布或绸布,不得用棉纱或纱布。清洗掉斜床身数控车床出厂时为保护导轨面和加工面而涂的防锈油或防锈漆。清洗机床外表面上的灰尘。在各滑动面及工作面涂以机床规定使滑油。仔细检查斜床身数控车床各部位是否按要求加了油,冷却箱中是否加足冷却液。机床液压站、自动间润滑装置的油是否到油位批示器规定的部位。检查电气控制箱中各开关及元器件是否正常,各插装集成电路板是否到位。斜床身数控车床通电启动集中润滑装轩,使各润滑部位及润滑油路中充满润滑油,做好机床各部件动作前的一切准备。
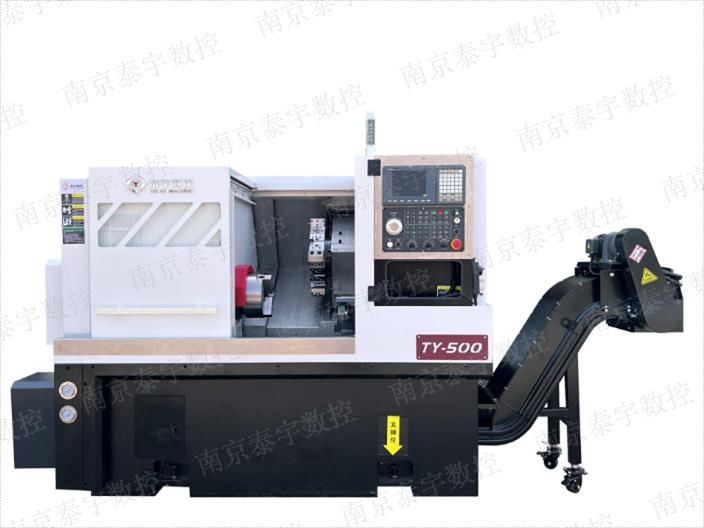
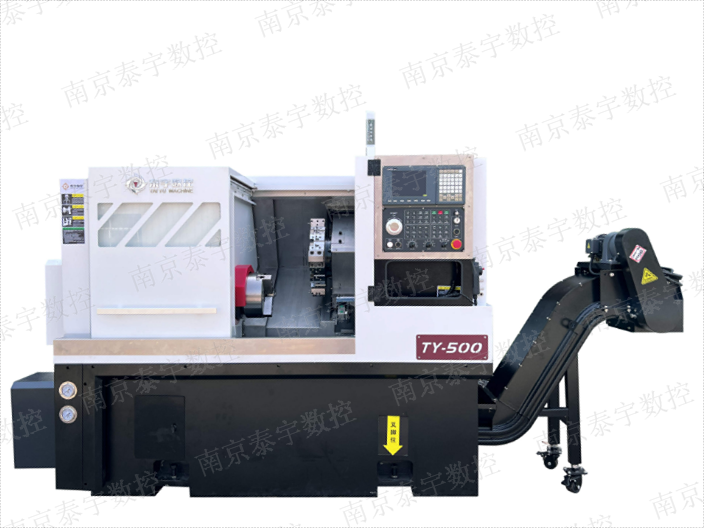
斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强
稳定性好需要加工过大零件一般采用斜床身或平床身斜导轨机床,因为中大型机床相应各部件也很大,特别是刀塔部位,采用斜导轨主要是为了克服重力有更好的稳定性来提高机床精度,在一些恶劣环境中就能体现斜身机床的优越性。提高利用率斜身机床能有效利用空间,大大减小了机床的平面占地位置。便于排屑倾斜的导轨也便于将铁屑集中在排屑机上便于实现自动化排屑。切削下的铁屑带有很高的热量,积聚在导轨上会使导轨受热变形,使工作精度发生变化,在批量化自动加工过程中会导致工件的批量报废 自动化数控车床采购。

加工后的工件尺度差错很大一种可能是丝杠或丝母与斜床身数控车床衔接松动。空走时没有吃刀阻力,溜板作业正常,加工时由于切削阻力增大,丝杠或丝母与车床衔接处松动,形成加工工件尺度漂移。紧固衔接部分,毛病即可消除。另一种可能是电动刀架形成。假如换刀后刀架不能主动锁紧,切削时刀具偏离加工点,也会形成上述现象。这时应查看刀架锁紧设备及刀架操控箱。加工程序常常丢失若操控体系断电后加工程序丢失,而斜床身数控车床上电后从头输入加工程序,机床能够正常加工,则可能是备用电池电压降低或断开,形成数据存储器中的加工程序在机床断电后无法坚持而丢失。替换备用电池即可。进口数控车床操作工。河南大型数控斜车图片
江苏数控斜车市场怎么样?安徽电脑数控斜车现货
高速数控立车的主轴性能检查: 1、在、高三档速度中选择低。数控立车主轴连续执行5次正向和反向旋转,然后停止操作并检查其操作的灵活性和可靠性。还要检查数控立车负载表上的电源显示是否符合要求。 2、可手动输入数据输入,使数控立车主轴逐渐从低速增加到允许的比较大速度。检查速度是否正常。通常,允许误差不能超过10%。在检查主轴速度时。观察主轴噪声、振动、温度是否正常,数控立车主轴高速运行2h后温度升至15℃。 3、为了检查数控立车主轴运动的灵活性和可靠性,主轴可以连续停止和操作5次以上。安徽电脑数控斜车现货