- 品牌
- 上海灿态智能科技有限公司
- 服务项目
- 追溯
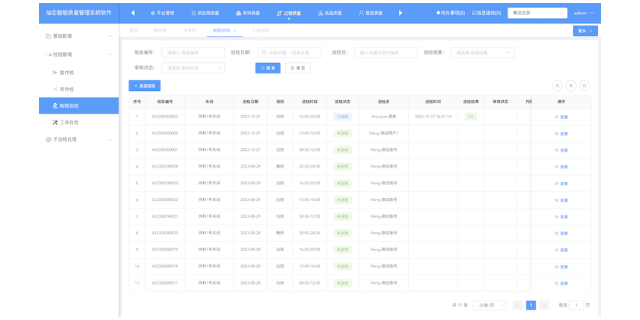
安全追溯系统的技术架构通常包括数据采集层、数据存储层、数据处理层和应用层四个部分。数据采集层:主要负责采集产品的生产、加工、包装、运输、销售等全生命周期信息。这些数据可以通过手工录入、传感器自动采集、RFID标签识别等多种方式获取。数据存储层:将采集到的数据存储到数据库中,以便后续查询和分析。数据库需要具备良好的可扩展性、稳定性和安全性,以应对大规模数据的存储和访问需求。数据处理层:对存储的数据进行清洗、整合和分析,提取出有价值的信息。数据处理层通常采用大数据处理技术和机器学习算法,以提高数据处理的效率和准确性。应用层:为用户提供查询、分析、预警等功能。用户可以通过网页、APP等多种渠道访问追溯系统,查看产品的追溯信息,获取消费建议等。航空航天行业追溯软件支持 AS9100,实现高可靠、高安全、零缺陷的全链路追溯。江苏过程追溯体系
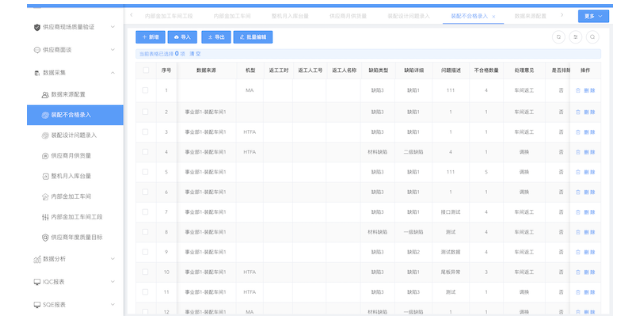
物料追溯监控可以对物料的生产、加工、运输等全过程进行实时监控,确保物料的质量符合标准要求。通过对每个环节的监控,可以及时发现和处理质量问题,避免不良产品流入市场,从而提高产品的整体质量。同时,物料追溯监控还可以对生产过程中的关键参数进行记录和分析,为产品质量改进提供有力的数据支持。物料追溯监控可以追溯物料的来源和生产过程,确保物料的安全性和可靠性。在食品、药品等关键行业中,物料的安全性问题尤为重要。通过物料追溯监控,可以及时发现和处理潜在的安全隐患,保障消费者的健康和生命安全。此外,物料追溯监控还可以为企业提供产品追溯的依据,一旦发生产品质量问题,可以迅速追溯到问题的源头,为问题的解决提供有力的支持。重庆来料追溯流程智能追随系统提升作业效率,减少人工干预,适配工业、物流、安防等多场景。
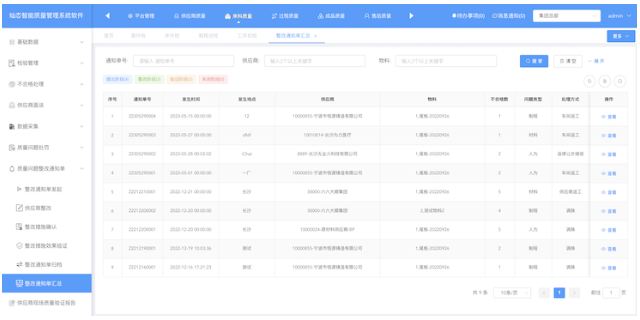
物料流转追溯系统内置智能算法,能够自动识别供应链中的异常情况,如物料短缺、过期、损坏等,并立即触发预警机制。同时,系统还能根据预设的规则和策略,自动或半自动地生成处理方案,指导相关人员迅速响应,减少损失。这种智能预警与异常处理能力,明显提升了供应链的抗风险能力和应急响应速度。系统积累了大量的供应链数据,通过大数据分析技术,企业可以深入挖掘数据背后的价值,发现供应链中的瓶颈、浪费和潜在风险。同时,这些数据还可以为企业的战略规划、生产调度、库存管理等决策提供有力支持。数据分析与决策支持功能的实现,使得企业能够更加科学、准确地管理供应链,提升整体运营效率。
在现代社会中,可持续发展和环境保护已成为企业发展的重要课题。物料追溯分析有助于企业实现绿色生产,降低环境污染。通过对物料使用情况的追踪分析,企业可以发现减少物料消耗、降低废弃物产生的方法,从而实现资源的高效利用。此外,物料追溯分析还可以支持企业的循环经济发展,推动废旧物料的回收和再利用,降低对自然资源的依赖。物料追溯分析是企业数字化转型和智能化升级的关键环节。通过引入物联网、大数据、人工智能等先进技术,企业可以实现对生产过程的实时监控和数据分析,提高生产管理的智能化水平。这种数字化转型和智能化升级有助于企业提高生产效率、降低运营成本、优化资源配置,从而在激烈的市场竞争中保持领头地位。追溯软件 SPC 追溯关联工艺参数与质量数据,实时监控波动、异常预警、防批量风险。

原材料追溯系统的首要优势在于明显提升了供应链的透明度。传统供应链中,原材料从采购、加工到较终产品的流转过程往往涉及多个环节和多个参与方,信息孤岛现象严重,难以形成完整的追溯链条。而原材料追溯系统通过采用先进的物联网、大数据、区块链等技术,实现了原材料从源头到消费者的全程可视化。企业可以实时追踪原材料的产地、批次、质量检测结果等关键信息,确保供应链各环节的信息透明、可追溯。这种高度的透明度不只有助于企业快速响应市场变化,及时调整生产策略,还能在出现问题时迅速定位原因,减少损失。追溯软件实现追溯活动线上化、流程化,提升效率、降低人为差错与漏记。北京质量追溯数据化
追随系统姿态调整模块动态修正设备姿态,适应地形变化、保持跟随稳定性。江苏过程追溯体系
物料追溯系统的主要功能之一是对原材料、半成品及成品的全生命周期进行追踪。通过为每个物料分配唯1的标识符(如条形码、RFID标签等),系统能够记录其来源、生产日期、批次号、加工过程、质量检测信息等关键数据。一旦发生质量问题,企业可以迅速定位问题源头,实施准确召回,有效遏制质量风险扩散。这种即时的追溯能力,不只降低了产品召回的成本和损失,还促使企业不断优化生产流程,持续提升产品质量。随着国际贸易的不断发展,各国对食品安全、药品监管、环境保护等方面的法律法规日益严格。物料追溯系统能够帮助企业轻松应对这些合规挑战。通过记录并验证物料在供应链各环节的流转信息,企业可以确保产品符合国内外相关法规要求,避免因违规操作而面临的法律风险和声誉损失。此外,系统还能自动生成合规报告,为监管部门的审计提供有力支持,进一步提升企业的合规管理水平。江苏过程追溯体系