- 品牌
- 缘昌
- 型号
- 齐全
- 适用物料
- 多种可用
热泵低温干燥机作为现代干燥技术的集大成者,通过逆卡诺循环原理实现了能源利用效率的变革性突破。其重要优势在于将环境空气中的低品位热能通过压缩机做功转化为高品位热能,配合蒸发器与冷凝器的热交换系统,在30-60℃的低温区间完成物料脱水过程。这种工作模式不仅规避了传统高温干燥导致的物料营养成分流失、色泽劣变等问题,更通过精确的温湿度控制(湿度波动范围±2%)确保了干燥品质的均一性。以中药材干燥为例,该设备可将有效成分保留率提升至92%以上,同时能耗较电热管式干燥机降低45%。在食品加工领域,热泵低温干燥机通过分段变温控制技术,实现了香菇、枸杞等农产品从表面水分快速蒸发到内部水分缓慢扩散的工艺优化,使产品复水比达到1:8以上。其模块化设计理念更赋予了设备极强的适应性,通过更换不同规格的干燥室和风道系统,可满足从实验室小试到工业化量产的全尺度需求。生物有机肥生产中,干燥机烘干肥料,便于包装和施用。卧筒式螺旋搅拌过滤洗涤干燥原理

喷雾干燥机的技术演进始终围绕着提高热效率、降低能耗和提升产品品质三大重要目标展开。早期设备多采用单流体压力喷嘴,存在雾化粒度不均、易堵塞等问题,现代机型普遍采用二流体气动雾化或离心式转盘雾化技术,前者通过压缩空气与料液的剪切作用实现更细的雾滴分布,后者则依靠高速旋转(可达36000rpm)的转盘产生离心力完成雾化,两者结合可使产品得率提高至98%以上。在热能利用方面,废气循环系统的应用使热效率从传统设备的60%提升至85%,通过将排风中的余热经旋风分离器回收后重新加热,既减少了能源消耗又降低了尾气排放温度。绍兴冷冻干燥化妆品厂,干燥机处理原料,确保化妆品成分稳定。
喷雾冷冻干燥机作为21世纪干燥技术领域的重要突破,通过整合喷雾干燥与冷冻干燥的重要优势,实现了对热敏性、粘稠性及高活性物料的精确低温处理。其技术原理可拆解为雾化-快速冻结-真空升华三步协同:液体物料经高压雾化器分散为1-100μm的微小液滴,在-15℃至-80℃的低温环境中瞬间冻结成冰晶颗粒,随后在真空条件下通过升华作用直接去除冰晶,形成多孔结构的球形微粒。这种工艺避免了传统喷雾干燥中高温导致的蛋白质变性、维生素降解等问题,同时解决了冷冻干燥易出现的物料粘壁、冰晶破坏细胞结构等缺陷。以实验室型号YC-3000为例,其配备的400ml/次处理量、≤-60℃冷阱温度及2-5BAR可调喷雾压力,可精确控制颗粒粒径在10-500nm范围内,且干燥时间较传统冻干缩短50%以上。实验数据显示,经该设备处理的紫淮山全粉,其总皂苷含量较热风干燥提升18%,维生素C保留率达92%,且成品流动性明显优于冻干粉,无需二次粉碎即可直接用于制剂生产。
针对电解液添加剂生产中膏状物料难处理的问题,干燥推出的喷雾干燥-旋转闪蒸复合设备提供了创新解决方案。该设备通过两级干燥工艺,首先利用高压喷雾将含水量30%-50%的添加剂浆料雾化成50-100μm的微粒,在180-220℃的热风中完成初步脱水;随后进入旋转闪蒸干燥机,在离心力与热风的双重作用下实现快速终干,整个过程耗时不足5分钟。以二氟磷酸锂添加剂为例,传统流化床干燥需8-10小时,且易产生团聚现象,设备可将产品粒径控制在2-5μm范围内,比表面积提升40%,明显改善了添加剂在电解液中的分散性。该设备采用了低氮燃烧技术与尾气余热梯级利用系统,单位能耗较行业平均水平降低25%,单线年产能可达2000吨,满足了动力电池企业大规模生产的需求。目前,企业定制了多条添加剂干燥生产线,其设备运行的故障率低于0.5%,产品合格率稳定在99.2%以上,成为推动电解液添加剂行业技术升级的重要装备。矿石加工厂,干燥机烘干矿石,方便后续粉碎和提炼。
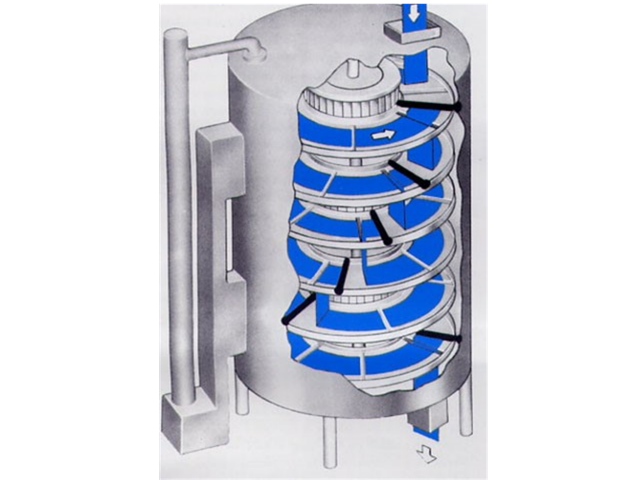
该设备的运行控制体系融合了智能传感与过程优化技术,形成闭环控制系统。转轴上每隔300mm设置的PT100温度传感器与红外热像仪组成三维温度监测网络,实时采集圆盘表面24个测温点的数据,通过PLC控制器动态调节蒸汽阀门开度。当处理医药中间体时,系统自动将盘面温差控制在±2℃以内,避免局部过热导致有效成分分解。在头孢氨苄干燥生产线中,设备配备的激光粒度分析仪可实时监测物料粒径分布,当D50值偏离设定范围时,系统自动调整刮板转速和布料管流量。尾气处理系统采用双级旋风分离器与脉冲布袋除尘器的组合设计,使粉尘排放浓度稳定在8mg/m³以下,远低于国家标准的30mg/m³。设备配置的变频调速传动系统可根据物料特性在5-100%范围内无级调节转速,配合转轴底部设置的在线水分检测仪,实现干燥终点的精确控制。海产品加工厂,干燥机烘干鱼虾,制成干货方便销售和保存。大型连续真空干燥非标定制
干燥机的电气系统需设置过载保护装置,当电流超过额定值15%时自动停机。卧筒式螺旋搅拌过滤洗涤干燥原理
冷冻干燥机的技术演进正朝着智能化、节能化、规模化方向持续突破。在制药行业,新型冻干机采用层流洁净技术配合在线粒子监测系统,将无菌保证水平提升至ISO 5级标准,完全满足FDA和EMA对无菌制剂生产的严苛要求。同时,设备制造商通过优化热交换器结构与真空泵组配置,使能效比较传统机型提升30%以上,以某型10㎡冻干机为例,单批次干燥能耗从120kWh降至85kWh,年节约电费可达数万元。在食品加工领域,连续式冻干生产线的出现颠覆了传统批次式作业模式,通过物料输送带与真空舱体的动态耦合,实现每小时处理500kg物料的连续化生产,产能较间歇式设备提升5倍以上。卧筒式螺旋搅拌过滤洗涤干燥原理
该设备的运行控制体系融合了智能传感与过程优化技术,形成闭环控制系统。转轴上每隔300mm设置的PT100温度传感器与红外热像仪组成三维温度监测网络,实时采集圆盘表面24个测温点的数据,通过PLC控制器动态调节蒸汽阀门开度。当处理医药中间体时,系统自动将盘面温差控制在±2℃以内,避免局部过热导致有效成分分解。在头孢氨苄干燥生产线中,设备配备的激光粒度分析仪可实时监测物料粒径分布,当D50值偏离设定范围时,系统自动调整刮板转速和布料管流量。尾气处理系统采用双级旋风分离器与脉冲布袋除尘器的组合设计,使粉尘排放浓度稳定在8mg/m³以下,远低于国家标准的30mg/m³。设备配置的变频调速传动系统可根据...
- 卧筒式螺旋搅拌过滤洗涤干燥原理 2026-02-11
- 天津盘式真空干燥厂商 2026-02-11
- 水平圆盘冷却制片或加热干燥机 2026-02-10
- 哈尔滨空心双螺旋搅拌自清理连续干燥 2026-02-10
- 南京单锥双螺带真空干燥 2026-02-09
- 内转盘加热连续干燥供货公司 2026-02-09
- 贵州平底叶轮螺旋组合搅拌过滤洗涤干燥 2026-02-08
- 郑州回转真空干燥 2026-02-08
- 江西喷雾冷冻干燥 2026-02-07
- 重庆料干燥 2026-02-07

- 重庆干燥 2026-01-12
- 粉碎功能的圆筒平底式叶轮螺旋搅拌干燥现货 2026-01-10
- 温州球筒型螺旋搅拌干燥 2026-01-09
- 哈尔滨单锥双螺带真空干燥 2026-01-07
- 北京热泵低温干燥 2026-01-06
- 兰州带式真空干燥价格 2026-01-06

- 南京单锥双螺带真空干燥 02-09
- 内转盘加热连续干燥供货公司 02-09
- 贵州平底叶轮螺旋组合搅拌过滤洗涤干燥 02-08
- 郑州回转真空干燥 02-08
- 江西喷雾冷冻干燥 02-07
- 重庆料干燥 02-07
- 济南卧式内转排管冷却结晶器 02-06
- 山西单锥型螺旋搅拌干燥 02-06
- 卧式螺旋推料密闭加压连续过滤厂商 02-05
- 北京全自动立式过滤 02-05