- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
(2)超精密异形零件加工。例如航空高速多辨防滑轴承的内滚道/激光陀螺微晶玻璃腔体,都是用超精密数控磨削加工而成的。陀螺仪框架与平台是形状复杂的高精度零件,是用超精密数控铣床加工的。(3)超精密光学零件加工。例如激光陀螺的反射镜的平面度达0.05μm,表面粉糙度Rα达0.001μm、它是由超精密抛研加工、再进行镀膜而成,要求反射率达99.99%。—些高精度瞄准系统要求小型化,所以用少量非球面镜来代替复杂的光学系统。这些非球镜是用超精密车、磨、研、抛加工而成的。近期,二元光学器件的理论研究进展很大,二元光学器件的制造设备是专门的超精密加工设备。在民用方面,隐形眼镜就是用超精密数控车床加工而成的。计算机的硬盘、光盘、复印机等高技术产品的很多精密零件都是用超精密加工手段制成的。超精密加工技术的发展推动了微型传感器、微机电系统的性能突破。自动化超精密小孔
超精密
精密激光打孔是激光微加工重要的一方面,其应用范围很广,包括金属钻孔,陶瓷钻孔,半导体材料钻孔,玻璃钻孔,柔性材料钻孔等等,尤其是针对一些坚硬易碎或者弹性较大的材料,如西林瓶打孔、安瓿瓶打孔、输液袋打孔等气密性检测相关,陶瓷,蓝宝石,薄膜等优势尤为明显。目前弘远激光智能科技有限公司能够实现高深径比的精密钻孔,高效密集钻孔,比如安瓿瓶、西林瓶打微米孔,打裂纹,输液袋打微米孔、医用雾化片打孔等等。超精密激光打孔因为其材料特殊,用以往的打孔机械如果掌握不好,打出来的孔会出现扁孔、多边孔等不圆的情况,而且打出来的孔不光滑孔口毛边很大,有的还需要进行二次加工才能使用。而且机械打孔目前不能实现微米级别打孔,随着人们对打孔工艺的要求越来越精细,其传统的机械加工方法已不能满足各种打孔加工速度、质量、深径比等要求。特别是薄铝板的打孔与切割,其要求更是越来越高,而激光打孔可以满足许多加工的特殊要求。日本技术超精密精密喷嘴汽车发动机的关键零部件通过超精密加工降低摩擦损耗,提升燃油效率。

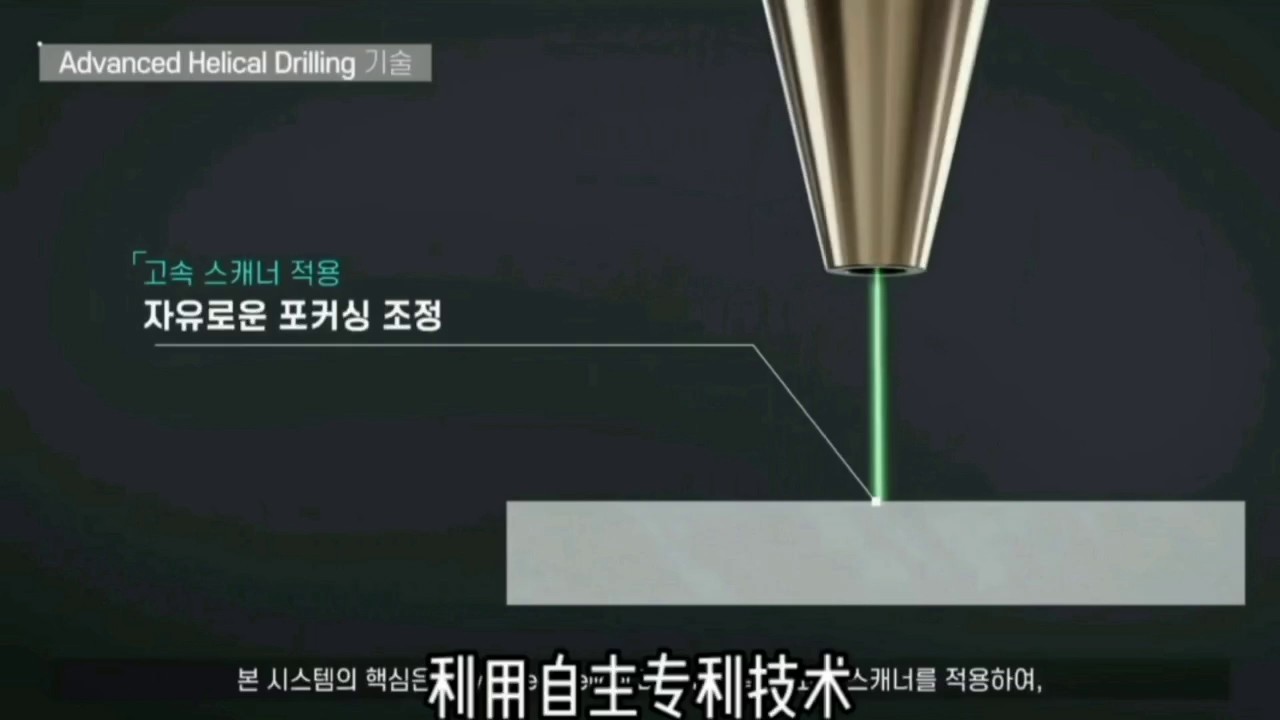
微泰,利用自主自主技术,飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,生产各种超精密零部件。MLCC方面有三星电机,日本村田等很多企业的业绩,是韩国三星主要供应商。主要生产:1,MLCC吸膜板,2,各种MLCC刀具,刀片。3,MLCC掩模板阵列遮罩板。4,测包机分度盘。5,各种MLCC设备精密零件。MLCC吸膜板,用于在MLCC叠层机和印刷机上,通过抽真空移动0.8微米的生陶瓷片。MLCC吸膜板与MLCC切割刀片在韩国,技术和质量方面有压倒性优势,有问题请联系上海安宇泰环保科技有限公司总代理MLCC刀具方面,生产MLCC垂直刀片,切割刀片,轮刀,修剪刀片,其特点是1,刀刃锋利。2,与现有产品相比,耐用性提高了50%。3,切割面干净,无毛边材料采用超细碳化钨,具有1,高耐磨性。2,耐碎裂。MLCC生产工艺用轮刀,原材料是碳化钨。应用于MLCC制造时用于切割陶瓷和电极片。并自主开发了滚轮非接触式薄膜切割方法,其特点是。1,通过减少轮刀负载,延长使用寿命15到20倍。2,通过防止未裁切和减少异物来提高质量(防止碎裂)。3,轮刀上下位置可调。4,根据气压实时控制张力,提高生产力(无需设定时间)5,降低维护成本(无张力变化)
精密激光打孔是激光微加工重要的一方面,其应用范围很广,包括金属钻孔,陶瓷钻孔,半导体材料钻孔,玻璃钻孔,柔性材料钻孔等等,尤其是针对一些坚硬易碎或者弹性较大的材料,如西林瓶打孔、安瓿瓶打孔、输液袋打孔等气密性检测相关,陶瓷,蓝宝石,薄膜等优势尤为明显。由于激光打孔具有效率高、成本低及综合技术经济效益好等优点,已经成为超精密激光打孔认可设备。解决超精密激光打孔长期的痛点。1、激光打孔机的技术已经越来越成熟,不单单可以进行打孔,还能切割、焊接一体化,属于多功能激光一体机。激光打孔是利用高性能激光束对样品进行瞬时打孔,激光束打孔无需接触,热变形极小,所以也就解决了传统机械打孔出现变形的问题。2、激光打孔机具备加工速度快、效率高、直边割缝小、割面光滑,可获得大的深径比和深宽比,激光打出来的孔径均匀、大小一致,误差极小。3、激光打孔机可在硬、脆、软等各种材料上进行精细打孔切割。节省人工,提高产能,傻瓜式操作无需储备技术人才,操作简单轻易上手。超精密激光打孔机打孔速度非常快,将高效能激光器与高精度的机床及控制系统配合,通过微处理机进行程序控制,实现高效率打孔。航天器的惯性导航部件依赖超精密加工,保证导航系统的超高精度。

美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm(纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。微电子芯片的制造离不开超精密加工,实现电路图案的高精度刻蚀。超精密晶圆卡盘
激光微加工属于超精密加工范畴,可实现微小结构的高精度成型。自动化超精密小孔
精密零件的加工生产离不开精密切削技术,半导体/LCD、MLCC、二次电池等领域尤其使用精密零件。一般磨削技术的问题是,磨削后要根据叶轮磨损量继续进行修整,修整后叶轮表面会发生细微变化,因此很难保持相同的质量。相反,ELID研磨技术可以解决这些问题,因为无需研磨即可连续工作。微泰的ELID(在线砂轮修正)技术和经验为基础,实现高精度的切削加工技术,由此生产的产品具有一般难以生产的高精度平坦度和质量。提高真空板(VACUUM板)表面粗糙度,改善刀片的表面粗糙度,减少研磨时的Burr,无需手动调整可以连续稳定作业。刀片可以做到,材料:碳化钨、氧化锆等。刀片厚度(t1):100㎛叶片。边缘厚度(t2):低于0.2㎛。刀刃线性度:低于5㎛。刀刃对称性:低于3㎛。刀片边缘粗糙度:Ra0.02㎛。角度(θ)精度:±0.3°自动化超精密小孔
- 超硬超精密半导体零件 2025-11-14
- 超快超精密医疗器械零件 2025-11-14
- 日本技术超精密液体流量阀 2025-11-13
- 超快激光超精密小孔 2025-11-13
- 超快激光超精密刀具制造 2025-11-12
- 高效超精密气体流量阀 2025-11-12
- 进口超精密加工 2025-11-12
- 微加工超精密MLCC 2025-11-11
- PCD超精密精密制造 2025-11-11
- 半导体超精密薄膜芯片 2025-11-11
- 日本技术超精密分度盘 2025-11-11
- 日本加工超精密半导体卡盘 2025-11-10


