
- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
超精密加工技术在多个领域具有广泛的应用场景,以下是其主要的应用领域:1.光学和光电子学领域·精密光学元件制造:用于制造照相机镜头、透镜、天文望远镜等精密光学元件。超精密加工技术能够明显提升光学元件的表面质量和精度,从而提高成像质量和光学性能。·光电器件制造:在光电子学领域,超精密加工技术还用于制造控制光电器件,如激光微加工和激光雕刻等,满足高精度、高复杂度的加工需求。2.航空航天工业·发动机零部件制造:超精密加工技术能够制造出发动机的精密零部件,如涡轮叶片、轴承等,这些零部件需要极高的精度和表面质量以保证发动机的性能和寿命。·航空结构件:在航空器的制造过程中,超精密加工技术也用于制造各种结构件,如机身、机翼等,确保航空器的整体性能和安全性。3.生物医学领域·人造植入物制造:如人工关节、骨板等,超精密加工技术能够制造出高精度、高生物相容性的植入物,提高患者的康复效果和生活质量。·医疗器械制造:在医疗器械的制造过程中,超精密加工技术也发挥着重要作用,如制造高精度的手术器械、诊断设备等。一旦产品图纸形成后,马上可以进行超精密激光加工,你可以很快得到新产品的实物。半导体加工超精密异形孔
超精密
精密激光打孔是激光微加工重要的一方面,其应用范围很广,包括金属钻孔,陶瓷钻孔,半导体材料钻孔,玻璃钻孔,柔性材料钻孔等等,尤其是针对一些坚硬易碎或者弹性较大的材料,如西林瓶打孔、安瓿瓶打孔、输液袋打孔等气密性检测相关,陶瓷,蓝宝石,薄膜等优势尤为明显。目前弘远激光智能科技有限公司能够实现高深径比的精密钻孔,高效密集钻孔,比如安瓿瓶、西林瓶打微米孔,打裂纹,输液袋打微米孔、医用雾化片打孔等等。超精密激光打孔因为其材料特殊,用以往的打孔机械如果掌握不好,打出来的孔会出现扁孔、多边孔等不圆的情况,而且打出来的孔不光滑孔口毛边很大,有的还需要进行二次加工才能使用。而且机械打孔目前不能实现微米级别打孔,随着人们对打孔工艺的要求越来越精细,其传统的机械加工方法已不能满足各种打孔加工速度、质量、深径比等要求。特别是薄铝板的打孔与切割,其要求更是越来越高,而激光打孔可以满足许多加工的特殊要求。半导体加工超精密异形孔激光超精密加工的对象范围很宽,包括几乎所有的金属材料和非金属材料,适于材料的打孔、焊接、表面改性等。
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。
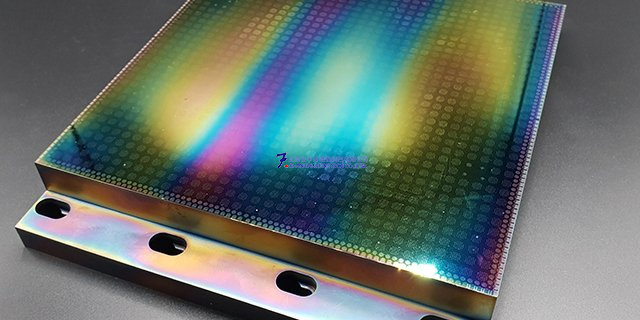
随着电子和半导体产业的快速发展和生物、医疗产业等对超精密的需求,越来越需要能够加工数微米大小目标物的超精密加工技术。激光微加工是指利用激光束的高能量,在不对要加工的材料造成热损伤的情况下,通过瞬间熔融和蒸发材料,以数微米至数纳米颗粒的大小对材料进行切割、钻孔等加工。通常,微加工使用皮秒或纳秒激光和超短脉冲激光,其波长非常短或脉冲宽度非常短。超短脉冲激光,包括Excimer激光,广泛应用于眼科、玻璃和塑料的精密加工、精密零件的制造、地球科学和天体研究以及光谱和FBG工艺。据悉,用于微细加工的大部分激光都具有极高的脉冲能量和尖头输出功率和能量密度,因此无法通过光缆传输激光-光束,而且与能够稳定传输激光-光束的镜片、镜片等光学装置一起精密处理要加工材料的技术也很重要。微加工技术广泛应用于超精密零件的加工、半导体领域和医疗、生物领域等,主要应用于玻璃切割、Ceramic切割或钻孔以及半导体晶片切割。微泰利用飞秒激光钻削技术可加工HoleSizeMIN5微米微孔,孔间距可加工到3微米,用于MLCC叠层吸膜板,吸膜板MAX可加工80万微孔。可加工各种形状的孔,同一位置内加工不规则的孔,可进行不规则的混合孔激光超精密加工具有切割缝细小的特点。激光切割的割缝一般在0.1-0.2mm。

通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025µm,加工变质层很小,表面质量高。精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。但精密研磨的效率较低(如干研速度一般为10 - 30m/min,湿研速度为20 - 120m/min),对加工环境要求严格,如有大磨料或异物混入时,将使表面产生很难去除的划伤。抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。手工或机械抛光是用涂有磨膏的抛光器,在一定的压力下,与工件表面做相对运动,以实现对工件表面的光整加工,加工后工件表面粗糙度Ra≤0.05µm,可用于平面、柱面、曲面及模具型腔的抛光加工,手工抛光的加工效果与操作者的熟练程度有关。超声波抛光是利用工具端面做超声振动,通过磨料悬浮液对硬脆材料进行光整加工。由于精度高的缘故,超精密加工常应用在光学元件。也会应用在机械工业。代工超精密刀具制造
激光束可以聚焦到很小的尺寸,因而特别适合于超精密加工。激光精密加工质量的影响因素少,加工精度高。半导体加工超精密异形孔
超精密加工超精密加工(Ultra-precision machining)是一种高度精确的制造技术,通常用于生产具有极高表面质量和尺寸精度的零部件。这种技术广泛应用于光学、航空航天、医疗器械等领域。以下是一些关于超精密加工的关键点:特点和应用高精度:超精密加工能够实现纳米级别的精度,这使得它非常适合用于制造光学镜头、半导体器件和其他需要极高精度的产品。表面质量控制:超精密加工的目标是通过表面质量控制获得预定的表面功能。例如,光学镜片的表面需要非常光滑以确保光线的正确传播。半导体加工超精密异形孔
- 超硬超精密半导体零件 2025-11-14
- 超快超精密医疗器械零件 2025-11-14
- 日本技术超精密液体流量阀 2025-11-13
- 超快激光超精密小孔 2025-11-13
- 超快激光超精密刀具制造 2025-11-12
- 高效超精密气体流量阀 2025-11-12
- 进口超精密加工 2025-11-12
- 微加工超精密MLCC 2025-11-11
- PCD超精密精密制造 2025-11-11
- 半导体超精密薄膜芯片 2025-11-11
- 日本技术超精密分度盘 2025-11-11
- 日本加工超精密半导体卡盘 2025-11-10


