- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
微泰开发了一种创新的新技术,用于在PCD工具中形成用于加工非铁材料的断屑器。利用先进技术,PCD刀具的切削刃可以形成所需形状的断屑器。这项技术可用于从粗加工到精加工的广泛应用,并通过在加工过程中随意调整外壳尺寸,显著提高刀具的寿命和表面光泽度。通过改变PCD的倾角以及成形的断屑器切断切屑,可以很大程度地减少断口材料的变形,从而降低切削负荷,并很大限度地减少加工过程中产生的热量。这项技术使客户能够生产出他们想要的高精度产品,并提高生产率、提高质量和降低加工成本。再一次防止材料变形,降低成本,改善表面粗糙度,延长刀具寿命,提高机器利用率。带断屑器的PCD嵌件,激光加工PCD/PCBN顶部切屑断屑器形状的方法和用于切削加工刀柄的刀片·切屑破碎器可以进一步提高产品的粗糙度,防止在使用成型工具时刮伤产品表面。断屑器不同,形状的切屑断屑器是PCD/PCBN硬质合金刀片特色。激光超精密打孔是将光斑直径缩小到微米级,从而获得高的激光功率密度,几乎可以在任何材料实行激光打孔。芯片超精密相机模组镜头切割器
超精密
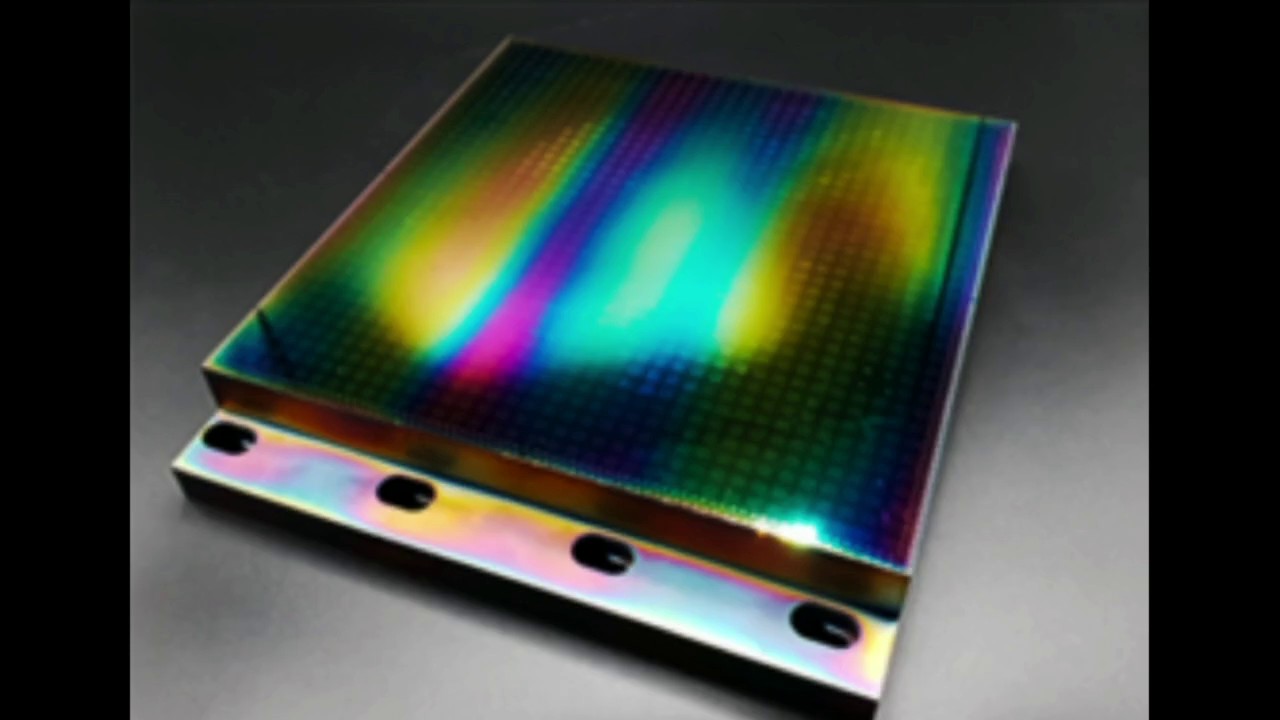
微泰利用激光制造和提供超精密产品。凭借高效率、高质量的专有加工技术,我们专门用于加工Φ0.2度以下的超精密微孔,并采用了Φ0.005mm激光钻孔技术,使用飞秒激光器。此外,我们还在不断地开发技术,以提供更小的微米级孔。激光加工不同于常规的MCT钻孔加工,在热处理后,孔的加工容易,因此即使在极强度/高硬度或热处理过的产品中,也能够获得恒定质量的孔,如PCD、PCBN和Cerama。我可以用多种材料制成,包括硬质合金、不锈钢、热处理钢和钼。营业于半导体真空卡盘、吸膜板、COF绑定TOOL,倒装芯片键合、MLCC叠层吸膜板,MLCC印刷吸膜板,吸附板。微加工超精密异形孔超精密加工是指在维持精细公差,并于工件上去除材料、精加工等过程。

精密加工小知识:IT是加工精度的衡量单位,主要为衡量生产产品的精度、品质、加工误差。IT后面的数值愈大,表示精度越低、误差越大,如IT9就比IT5来的粗糙;公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个。精密加工技术特色介绍随着时代变化,工业能力的不断进步,有可能现在的精密加工也会变成明天的粗加工。常见工艺过程有:车削、铣削、钻孔、插齿、珩磨、磨削等;若有特殊需求,在车床加工完后还会多一道热处理的方式,包括:渗碳,淬火,回火等,提升硬度、机械规格。目前精密加工技术能应用在「所有的」金属材料、塑料、木材、石磨与玻璃上,但由于不同材质的表面都有所差异,所以切割与研磨等数值都需在CAD(计算机辅助设计)或CAM(计算机辅助制造)程序上架构好,并严格遵守才能确保产品品质、降低误差。由于材料范围广且精度高,精度加工技术普遍会应用在航太业、医疗器材、太阳能板零件等。此外,当精密加工已无法达到更好的形状精度(formaccuracy)、表面粗糙度(surfaceroughness)与尺寸精度时,就会需要使用到超精密加工的技术。
通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。目前,精密加工是指加工精度为10~0.1µm,表面粗糙度为Ra0.1~0.01µm,公差等级在IT5以上的加工技术。但一般加工、精密加工和超精密加工只是一个相对概念,其间的界限将随着加工技术的进步不断变化,现在的精密加工可能就是明天的一般加工。凸起字样被缓慢地往下压进底部,变成平滑表面看似现代科技的超精密加工,其实在上个世纪早已出现超精密加工的发展经历了如下三个阶段:(1)20世纪50年代至80年代为技术开创期出于航天、大规模集成电路、激光等技术发展的需要,美国率先发展了超精密加工技术,开发了金刚石刀具超精密切削——单点金刚石切削(Singlepointdiamondturning,SPDT)技术,又称为“微英寸技术”,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件等。(2)20世纪80年代至90年代为民间工业应用初期在相关机构的支持下,美国的摩尔公司、普瑞泰克公司开始超精密加工设备的商品化,而日本的东芝和日立以及欧洲Cranfield大学等也陆续推出产品,并开始用于民间工业光学组件的制造。但当时的超精密加工设备依然高贵而稀少,主要以特殊机的形式订作。超精密激光切割技术已经被应用于精密电子、装饰、模具、手机数码、钣金和五金等行业。
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。激光超精密切割的加工特点是速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小。超快超精密研磨
超精密激光加工是先进的加工技术,它利用高效激光对材料进行雕刻和切割,主要的设备包括电脑和激光切割机。芯片超精密相机模组镜头切割器
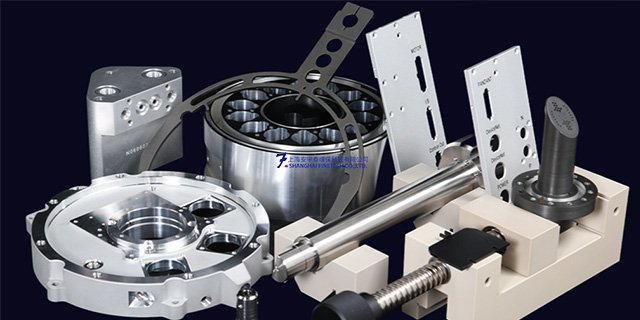
装备零部件精密加工是综合运用多种现代技术,通过多种成型手段将材料加工成预定产品,其产品具备高尺寸精度、高性能要求等特点,广泛应用于航空航天、武器装备、半导体等众多领域3。例如南京艺匠精密科技有限公司在CNC汽车精密零部件、CNC家电设备零件精密加工、电子及通讯、CNC精密加工、波导精密加工等多方面提供精密加工服务。对于金属和非金属工件都能达到其他加工方法难以达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025µm,加工变质层很小,表面质量高。芯片超精密相机模组镜头切割器
- 超硬超精密半导体零件 2025-11-14
- 超快超精密医疗器械零件 2025-11-14
- 日本技术超精密液体流量阀 2025-11-13
- 超快激光超精密小孔 2025-11-13
- 超快激光超精密刀具制造 2025-11-12
- 高效超精密气体流量阀 2025-11-12
- 进口超精密加工 2025-11-12
- 微加工超精密MLCC 2025-11-11
- PCD超精密精密制造 2025-11-11
- 半导体超精密薄膜芯片 2025-11-11
- 日本技术超精密分度盘 2025-11-11
- 日本加工超精密半导体卡盘 2025-11-10


