- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
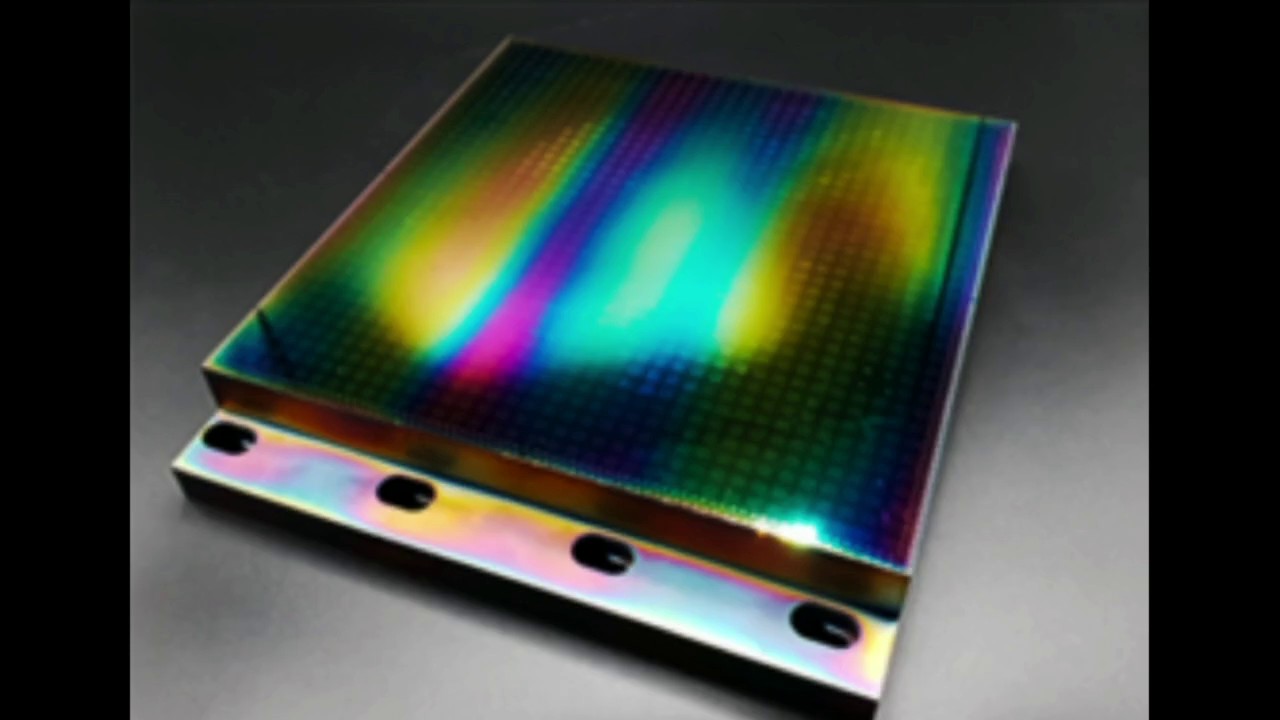
微泰,精湛的超精密加工技术,可达到微米级加工,充分考虑材料的特殊性加工超平整零件,平整度公差小于3um零件精密加工的关键在于确保高水平的精度和质量,并确保与既定尺寸的偏差小实现。精密加工的半导体晶圆真空卡盘的平面度公差不超过3μm,并通过三维接触测量仪进行全数检查和系统质量的管材,为全球客户提供精密加工。铝(AL5052、AL6061、AL7075)、不锈钢(SUS304、SUS316、SUS630)。铜、钨、钛和蒙奈尔合金(MONEL)。处理聚醚醚酮(PEEK)、聚甲醛(POM)和聚酰亚胺(PI)等材料,需要精密加工。使用高难度材料,如无氧高导铜(OFHC)制造半导体精密零件。超精密激光加工是可以高速制造精密零件的加工技术,它可以减少工业废物,同时将有害物质的排放量降低。高精度超精密超精细
超精密
超精密加工的特点包括:1.高精度:能够实现极高的加工精度,通常在微米甚至纳米级别。2.高表面质量:加工表面具有极低的粗糙度,接近镜面效果。3.材料适应性广:适用于各种金属、非金属材料,包括硬脆材料如陶瓷、玻璃等。4.复杂形状加工:能够加工形状复杂、结构精细的零件。5.高效率:通过优化的工艺参数和先进的设备,实现高效率的生产。6.高成本:由于设备、刀具和工艺的特殊性,超精密加工的成本相对较高。微泰超精密加工承接各类精密加工需求。日本加工超精密蚀刻纳米级的超精密加工也称为纳米工艺(nano-technology) 。

通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025µm,加工变质层很小,表面质量高。精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。但精密研磨的效率较低(如干研速度一般为10 - 30m/min,湿研速度为20 - 120m/min),对加工环境要求严格,如有大磨料或异物混入时,将使表面产生很难去除的划伤。抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。手工或机械抛光是用涂有磨膏的抛光器,在一定的压力下,与工件表面做相对运动,以实现对工件表面的光整加工,加工后工件表面粗糙度Ra≤0.05µm,可用于平面、柱面、曲面及模具型腔的抛光加工,手工抛光的加工效果与操作者的熟练程度有关。超声波抛光是利用工具端面做超声振动,通过磨料悬浮液对硬脆材料进行光整加工。
相信很多人在听说超精密加工这个词的时候,都会觉得它是一种神秘高新技术,卓精艺就带领大家了解这项神秘技术的发展历史。跟任何一种复杂的技术一样,超精密加工技术经过一段时间的发展,已经逐渐被大众所了解和熟悉。超精密加工的发展经历了如下三个阶段。1、技术起源阶段20世纪50年代至80年代,美国率先发展了以单点金刚石切削为主的超精密加工技术,用于航天、天文等领域激光核聚变反射镜、球面、非球面大型零件的加工。2、民用发展阶段20世纪80年代至90年代,进入民间工业的应用初期。美国的摩尔公司、普瑞泰克公司,日本的东芝和日立,以及欧洲的克兰菲尔德等公司在国家的支持下,将超精密加工设备的商品化,开始用于民用精密光学镜头的制造。但超精密加工设备依然稀少而昂贵,主要以特殊机的形式订制。在这一时期还出现了可加工硬质金属和硬脆材料的超精密金刚石磨削技术及磨床,但其加工效率无法和金刚石车床相比。超精密激光切割技术已经被应用于精密电子、装饰、模具、手机数码、钣金和五金等行业。

超精密加工是指在微米级或纳米级尺度上进行的加工技术,它能够制造出具有极高精度和表面质量的零件。这种加工技术广泛应用于半导体制造、光学元件、医疗器械、航空航天等领域。超精密加工技术包括超精密车削、磨削、铣削、抛光等工艺,这些工艺要求使用高精度的机床设备、高质量的刀具材料以及精细的加工参数控制。随着科技的进步,超精密加工技术正向着更高的精度、更复杂的形状和更广泛的应用领域发展。超精密技术是指在制造和测量过程中达到极高的精度和精确度。这种技术广泛应用于半导体制造、精密工程、航空航天、医疗设备等领域。超精密加工技术能够实现微米甚至纳米级别的加工精度,而超精密测量技术则能够检测出极微小的尺寸变化和形状误差。随着科技的发展,超精密技术在提高产品质量、性能和可靠性方面发挥着越来越重要的作用。不改变基材成分的激光超精密加工应用有激光淬火(相变硬化)、激光清洗、激光冲击硬化和激光极化等。进口超精密抛光
超精密激光切割集切割、雕刻、镂空等工艺于一身,可以满足各类材料的切割打孔,以及其他工艺需求。高精度超精密超精细
精密零件的加工生产离不开精密切削技术,半导体/LCD、MLCC、二次电池等领域尤其使用精密零件。一般磨削技术的问题是,磨削后要根据叶轮磨损量继续进行修整,修整后叶轮表面会发生细微变化,因此很难保持相同的质量。相反,ELID研磨技术可以解决这些问题,因为无需研磨即可连续工作。微泰的ELID(在线砂轮修正)技术和经验为基础,实现高精度的切削加工技术,由此生产的产品具有一般难以生产的高精度平坦度和质量。提高真空板(VACUUM板)表面粗糙度,改善刀片的表面粗糙度,减少研磨时的Burr,无需手动调整可以连续稳定作业。刀片可以做到,材料:碳化钨、氧化锆等。刀片厚度(t1):100㎛叶片。边缘厚度(t2):低于0.2㎛。刀刃线性度:低于5㎛。刀刃对称性:低于3㎛。刀片边缘粗糙度:Ra0.02㎛。角度(θ)精度:±0.3°高精度超精密超精细
- 超硬超精密半导体零件 2025-11-14
- 超快超精密医疗器械零件 2025-11-14
- 日本技术超精密液体流量阀 2025-11-13
- 超快激光超精密小孔 2025-11-13
- 超快激光超精密刀具制造 2025-11-12
- 高效超精密气体流量阀 2025-11-12
- 进口超精密加工 2025-11-12
- 微加工超精密MLCC 2025-11-11
- PCD超精密精密制造 2025-11-11
- 半导体超精密薄膜芯片 2025-11-11
- 日本技术超精密分度盘 2025-11-11
- 日本加工超精密半导体卡盘 2025-11-10

