- 品牌
- 华中真空
- 型号
- 齐全
- 产地
- 山东
- 可售卖地
- 全国
系统泄漏主要来自于管道连接部位、阀门、法兰等部件的密封不良。管道连接处的密封垫老化、损坏,会导致气体泄漏;阀门的密封面磨损或存在杂质,也会造成漏气。泄漏率的大小直接影响系统的真空性能,即使是微小的泄漏,在高真空状态下也会明显影响较高真空度。为了保证系统的密封性,在真空机组的设计、制造和安装过程中,需要采用高质量的密封材料(如橡胶密封圈、金属波纹管密封等),并严格控制连接部位的加工精度和安装工艺。同时,在系统使用过程中,还需要定期检查和维护密封部件,及时更换老化或损坏的密封件,以确保系统的良好密封性。华中人坚信在集团公司的坚强领导下,在全体职工的共同努力下,我们的宏伟目标一定能够实现。内蒙古真空机组批发

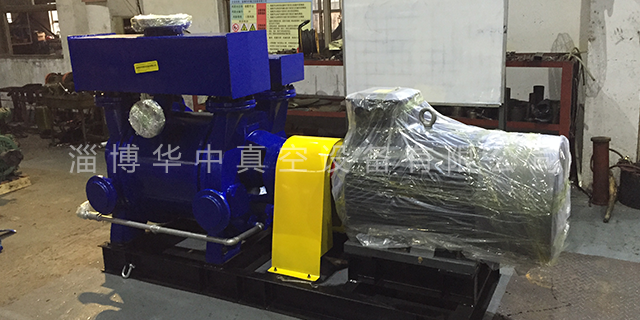
旋片真空泵机组的比较高真空度较高,单级旋片泵机组的比较高真空度约为10⁻¹Pa,双级旋片泵机组则可达到10⁻³Pa。旋片泵通过转子和旋片的旋转改变泵腔容积,实现对气体的吸入、压缩和排出,泵腔内的真空泵油起到密封、润滑和冷却的作用,其油膜的密封性直接影响机组的比较高真空度。双级旋片泵机组由两个泵腔串联而成,一级泵排出的气体经过二级泵再次压缩后排出,进一步降低了系统内的气体压强,从而提高了比较高真空度。在实际应用中,旋片真空泵机组如果搭配扩散泵等作为主泵,其整体系统的比较高真空度可达到10⁻⁶Pa左右,满足一些中高真空应用场景的需求,如真空镀膜、电子器件制造等。海南无油真空机组厂家华中真空积极引进国内外先进设备及技术,以确保产品质量高标准。
排气速率:泵出口处的气体排放速率,与抽气速率在数值上差异较大(因气体被压缩),主要用于前级泵的匹配计算。抽气速率的测量需遵循国际标准(如ISO1607-1986),重点方法为“定压法”:在泵入口处连接已知容积的真空容器,通过阀门控制进气量使容器内压强保持恒定,此时抽气速率S=Q/P,其中Q为进气流量(可通过标准漏孔精确控制),P为容器内稳定压强。具体操作分为三个步骤:预抽真空:将系统抽至低于测量点压强一个数量级的状态;稳定进气:通过微调阀门使容器内压强稳定在目标值(波动不超过±5%);计算速率:根据稳定时的进气流量和压强计算抽气速率。
采用先进的密封技术和高质量的密封材料,提高真空系统的密封性。在管道连接、阀门安装等部位,选用性能优良的密封件(如氟橡胶密封圈、金属密封件等),并保证密封面的加工精度和光洁度。同时,在系统安装完成后,进行严格的检漏工作,采用氦质谱检漏仪等高精度检漏设备,及时发现并修复泄漏点,将系统泄漏率控制在极低的水平(通常要求泄漏率小于10⁻¹⁰Pa・m³/s)。定期对系统进行维护和保养,检查密封件的状态,及时更换老化或损坏的密封件,防止因密封失效导致的泄漏。对于长期运行的真空系统,还可以采用定期烘烤的方式,去除密封件表面吸附的气体和水分,恢复其密封性能。山东华中以优良的品质、束越的特性和完善的售后服务体系,得到客户的认可和支持!
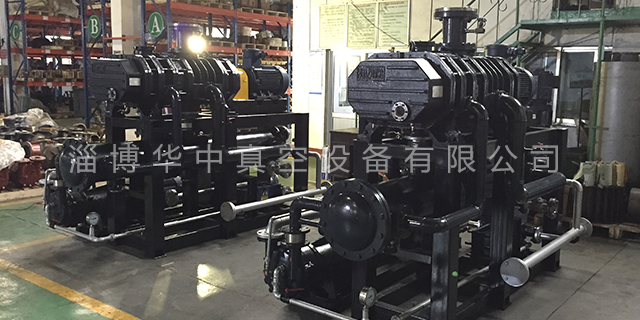
旋片泵的极限真空度约10⁻³Pa,无法满足超高真空需求;涡轮分子泵虽能达到10⁻¹¹Pa,但必须在入口压力低于10⁻¹Pa时才能启动。真空泵的抽气速率随压力变化呈现特定曲线:罗茨泵在10⁴-10⁰Pa区间抽速稳定,但在高压段(>10⁴Pa)抽速不足;扩散泵在10⁻¹-10⁻⁶Pa抽速优异,却无法处理大量初始气体。单一泵难以同时满足“粗抽阶段大抽速”和“精抽阶段高真空”的双重需求——某10m³真空室用单一旋片泵抽气,从大气压到1Pa需72小时,而采用组合机组只需15小时。华中真空设备在“和谐共赢、创造发展”的服务理念指引下,与您携手打造行业可信品牌!内蒙古真空机组批发
华中真空多年来“以质量为先导,以微利求生存”,重合同,守信用。内蒙古真空机组批发
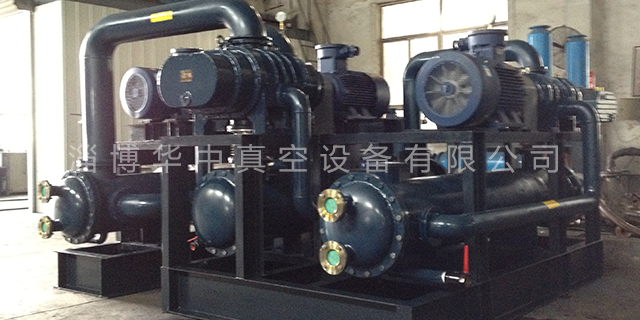
实际抽气中,大容积真空室的时间损耗还来自“气体传输延迟”——气体从真空室远端流动至泵入口需要时间,在低真空阶段(黏滞流),这种延迟与容积的平方成正比。某大型真空干燥罐(直径3m、长10m)的测试显示:罐体内远端与泵入口的压力差可达20%,导致实际抽气时间比理论值延长30%。大容积真空室不*要求压力达标,还需保证内部压力均匀(不同区域压力差<10%),否则会影响工艺一致性。例如,大型玻璃镀膜生产线的真空室若压力不均匀,会导致不同位置的膜层厚度偏差超过5%。内蒙古真空机组批发
- 内蒙古真空机组批发 2026-06-25
- 海南高真空机组多少钱 2026-06-24
- 安徽罗茨无油真空机组 2026-06-23
- 江西水环真空机组多少钱 2026-06-22
- 吉林抽真空机组批发 2026-06-22
- 福建真空机组 2026-06-22
- 福建无油真空机组厂家 2026-06-21
- 天津水环式真空机组批发 2026-06-20
- 云南螺杆真空机组批发 2026-06-19
- 上海真空泵真空机组 2026-06-18
- 江苏高真空机组 2026-06-18
- 四川罗茨真空机组厂家 2026-06-13