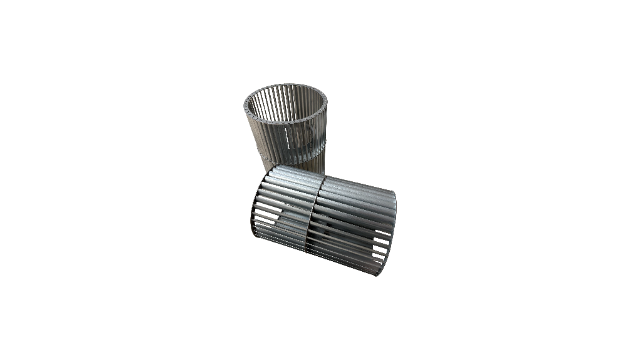
运维管控工作疏漏,会逐步弱化焊接叶轮综合使用性能,缩短构件服役周期。设备长期不间断运行,未定时清理板面附着物,杂质堆积会收缩流道通行面积,造成输送通量逐步下降;未按照周期校正动平衡,叶轮偏心误差持续累积,震动问题不断加剧;焊缝表层防腐涂层磨损脱落之后,没有及时补涂防护层,腐蚀破损范围持续扩大。设备频繁启停切换工况,会让焊接叶轮承受交变应力,焊缝位置应力集中,细微裂纹缓慢扩张蔓延。闲置存放时,堆放环境潮湿杂乱,未做密封防护,焊接叶轮会出现表层氧化、板材锈蚀,影响后续装配使用效果。生产商苏州奥特盛科普:焊接叶轮比铆接叶轮更适合250℃以上高温环境。佛山使用焊接叶轮哪家好

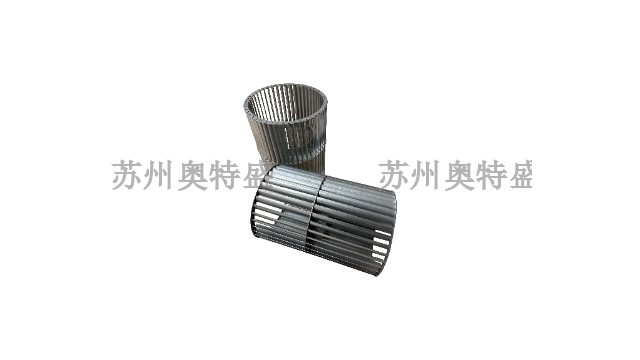
叶片安装倾角特指叶片板面与叶轮旋转平面的夹角,该几何参数直接决定焊接叶轮对介质的导流方向与做功能力。倾角数值偏大,介质轴向流动趋势明显,气流通行通量有所提升,适合大流量低压输送工况;倾角数值偏小,介质受到的径向压力增大,流体增压效果更为突出,适配高压小流量输送场景。焊接拼装阶段,工作人员需借助工装夹具固定统一倾角,角度偏差过大会造成流体受力失衡,运转时引发持续性设备震动。倾角参数需要结合介质粘稠度、设计运行流速测算,不同工况的焊接叶轮必须匹配差异化倾角参数。佛山使用焊接叶轮互惠互利焊接叶轮由多块钢板拼焊而成,生产商苏州奥特盛擅长控制焊缝变形。

焊接叶轮属于从动式做功零件,自身不具备动力输出能力,必须依托外置电机、传动转轴等动力构件获取持续旋转动力,无法单独完成流体输送作业。动力经由联轴器传导至轮毂位置后,带动整片叶片保持匀速圆周转动,叶片表面持续与内部介质产生贴合接触与剪切摩擦,依靠机械推力推动介质完成定向移动。焊接叶轮整体采用实心金属板材裁切加工制作,耐高温性能优于常规塑料、铸铁浇筑类叶轮,在恒定高温工况环境下不易出现板材软化、形变等不良现象。构件全程依托纯机械传动模式运转,作业过程无燃料消耗,不会产生燃烧废气与多余排放,适配密闭厂房、洁净加工车间、无尘生产舱等严苛作业环境。金属拼装结构化学性质稳定,运转期间不会析出有害物质,能够满足现代工业清洁生产的基础要求,适配各类对生产环境管控严格的加工流程。
装配调试操作不当,会大幅加重焊接叶轮运行损耗,埋下设备故障隐患。叶轮与壳体安装间距不均匀,流体受力失衡,局部区域磨损速度加快;传动轴同轴度存在偏差,叶轮高速旋转时产生晃动,放大设备震动幅度;密封件挤压过度,增大叶轮转动摩擦阻力。装配完成后直接投入满负荷运行,未执行低速空载试运行流程,焊缝内部残余应力无法缓慢释放,后期容易出现隐性裂纹。安装过程中,夹具残留压痕、人工磕碰造成的表层损伤,都会破坏焊接叶轮表层防护结构,降低防腐、耐磨能力,为后期构件破损埋下隐患。电厂脱硫风机焊接叶轮,生产厂家苏州奥特盛防腐涂层可选。

数控预制加工搭配焊接成型,是现阶段工业焊接叶轮标准化生产的主流方式。数控切割设备依据设计图纸裁切板材外形,数控折弯机定型叶片弧度,保障每一片构件尺寸统一,裁切边缘平整无毛刺、无崩口。预制加工完成的零部件送入工装操作台,依靠定制夹具硬性固定拼接位置,杜绝装配偏移。定位完成后实施一体化焊接作业,构件拼接缝隙贴合紧密,焊缝熔敷填充量均匀,成型后的焊接叶轮质量分布均衡,动平衡偏差数值较小。整套加工流程标准化、程序化,人为干扰因素少,适合大批量生产同规格工业焊接叶轮,有效降低后期动平衡校正与整形难度。相比铸造叶轮,焊接叶轮重量更轻,生产商苏州奥特盛能定制高精度产品。深圳哪里有焊接叶轮
生产商苏州奥特盛建议:磨损严重的焊接叶轮可加装耐磨衬板延长寿命。佛山使用焊接叶轮哪家好
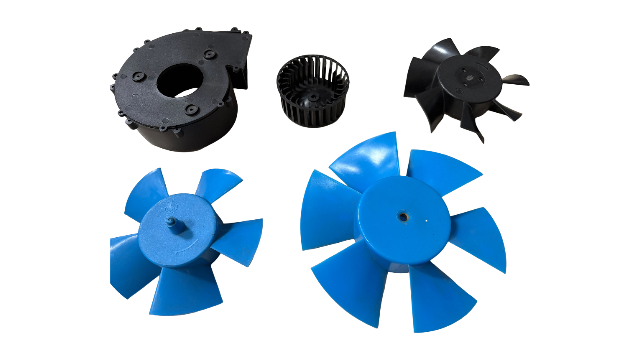
焊接叶轮按照运转形式可分为单级结构与多级结构,两类结构适配不同压力区间的工业管路。单级焊接叶轮结构排布简单,构件拼接数量少,组装流程简便,多用于常规通风、常温输水设备。多级焊接叶轮采用串联排布方式,多组叶轮叠加安装,依靠层级加压提升介质压力,适配高压输送工况。多级结构内部会加装导流配件,引导介质平缓进入下一级焊接叶轮,削弱流体冲击带来的动能损耗。生产人员可结合介质密度、输送压力调整叶轮组合方式,贴合工业生产的运行条件。佛山使用焊接叶轮哪家好
苏州奥特盛精密机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州奥特盛精密机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!