高铬合金板材可加工制造耐磨型焊接叶轮,板材内部富含硬质碳化物,晶体结构紧实,表层硬度偏高,能够长时间抵御固体颗粒的持续冲刷与摩擦损耗。合金板材导热性能较差,施焊前需要进行匀速预热处理,缩小焊缝与板材本体的温差,降低焊接产生的内应力,从源头规避焊缝开裂、板材脆断等问题。高铬合金焊接叶轮表层抗剥离能力较强,砂石、矿渣、粗颗粒杂质反复摩擦板面,不会快速造成板材损耗,适配矿山排污、河道清淤、尾矿输送等恶劣工业工况。合金材质自身密度偏大,叶轮成型后整体自重较高,设备装配阶段需要匹配承载负荷达标、稳定性良好的轴承配件。生产厂家苏州奥特盛,定制各种焊接叶轮。温州哪里有焊接叶轮诚信合作

外观检测是焊接叶轮出厂质检的首道基础工序,工作人员借助直尺、塞尺、放大镜等通用量具,搭配目视观察方式排查构件表面各类焊接缺陷。检测工作重点排查焊缝成型状态,识别气孔、夹渣、未焊透、表面裂纹等常见焊接瑕疵,同时检查叶片形变、板面划痕、边缘缺口、板面凹凸等外观问题。行业标准明确规定焊缝宽窄不均、表面凹凸差值的允许范围,超出限定数值的构件判定为不合格产品。外观检测操作流程简便,检测耗时短、成本低,适合大批量焊接叶轮完成初步筛选,快速剔除成型瑕疵直观明显的残次构件,缩减后续深度检测工作量。湖州常规焊接叶轮出厂价生产商苏州奥特盛建议:磨损严重的焊接叶轮可加装耐磨衬板延长寿命。

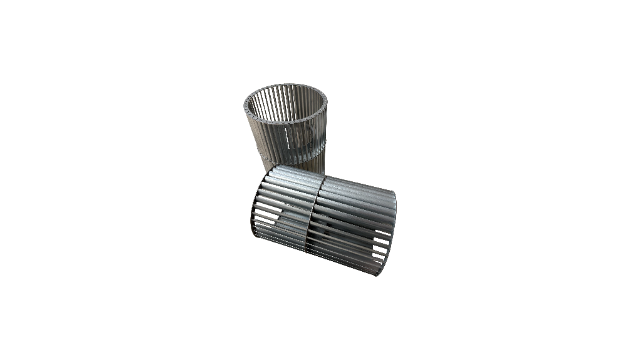
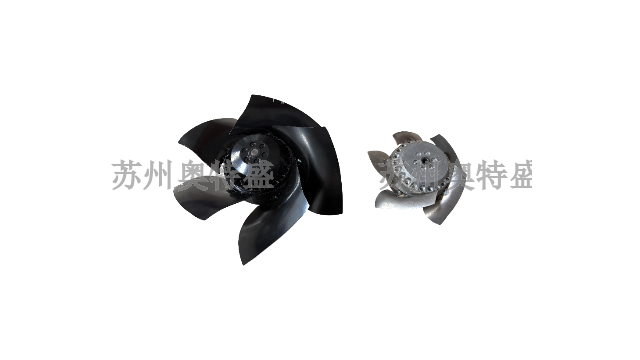
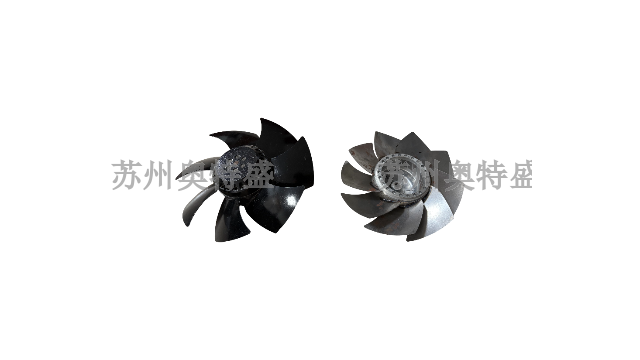
叶片数量直接影响焊接叶轮内部流体流通状态,叶片数量偏少,单片叶片间距宽阔,流通间隙大,固体杂质通行阻碍小,适配含颗粒、絮状物的复杂介质输送;叶片数量偏多,流道排布细密规整,介质扰动程度低,气流输送平稳性更好。焊接叶轮叶片数量改动,会同步改变整体焊缝总长,叶片排布越密集,焊接点位越多,施焊成型耗时越长,加工成本随之增加。常规通风换气类焊接叶轮,叶片数量维持在六至十二片区间;矿山、排污类杂质输送叶轮,会适当减少叶片数量,扩大流通间隙,降低堵塞发生概率。
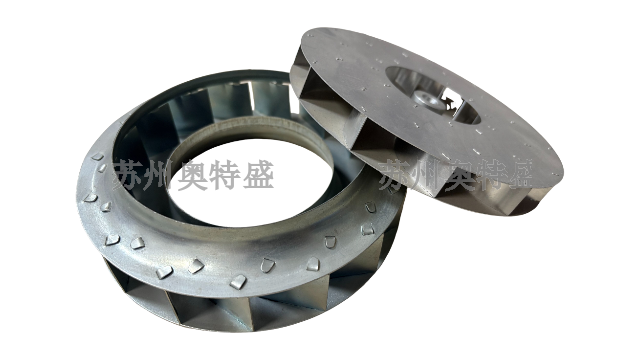
数控预制加工搭配焊接成型,是现阶段工业焊接叶轮标准化生产的主流方式。数控切割设备依据设计图纸裁切板材外形,数控折弯机定型叶片弧度,保障每一片构件尺寸统一,裁切边缘平整无毛刺、无崩口。预制加工完成的零部件送入工装操作台,依靠定制夹具硬性固定拼接位置,杜绝装配偏移。定位完成后实施一体化焊接作业,构件拼接缝隙贴合紧密,焊缝熔敷填充量均匀,成型后的焊接叶轮质量分布均衡,动平衡偏差数值较小。整套加工流程标准化、程序化,人为干扰因素少,适合大批量生产同规格工业焊接叶轮,有效降低后期动平衡校正与整形难度。焊接叶轮由多块钢板拼焊而成,生产商苏州奥特盛擅长控制焊缝变形。
叶轮外径是界定焊接叶轮规格的基础外形参数,在转速保持一致的运行条件下,外径尺寸越大,介质获得的离心作用力越强,设备产生的风压与输送扬程同步提升。外径改动会直接改变设备整体装配尺寸,壳体间距、进排管路口径、安装基座都需要同步适配调整。生产加工阶段需要严格管控焊接叶轮外径误差,板材裁切偏差过大会造成装配错位,叶轮运转过程中容易触碰壳体内壁,产生摩擦磕碰。选型设计阶段,技术人员需结合设备腔体结构预留安全间隙,同时考量金属高温热膨胀形变特性,规避高速运转工况下出现的剐蹭故障。生产厂家苏州奥特盛,焊接叶轮动平衡等级达G2.5。深圳焊接叶轮诚信合作
焊接叶轮出现裂纹?生产厂家苏州奥特盛经验丰富,工艺成熟。温州哪里有焊接叶轮诚信合作
焊后热处理工艺多用于合金材质、高压工况使用的焊接叶轮加工,构件焊接成型冷却后,统一送入专业热处理设备进行加温处理。设备匀速提升环境温度并保持恒温保温状态,再按照标准曲线缓慢自然冷却,逐步释放焊接过程留存于焊缝周边的温差内应力。焊接产生的残余应力会潜藏在金属晶粒间隙中,长期运转容易引发板材形变、焊缝开裂,热处理可重构金属晶粒排布结构,弱化应力带来的不良隐患。处理后的焊接叶轮金属韧性有所提升,焊缝衔接强度更加稳定,冷热交替工况下不易出现破损。普通民用低压叶轮无需增加该工序,以此控制生产加工成本。温州哪里有焊接叶轮诚信合作
苏州奥特盛精密机械有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州奥特盛精密机械供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!