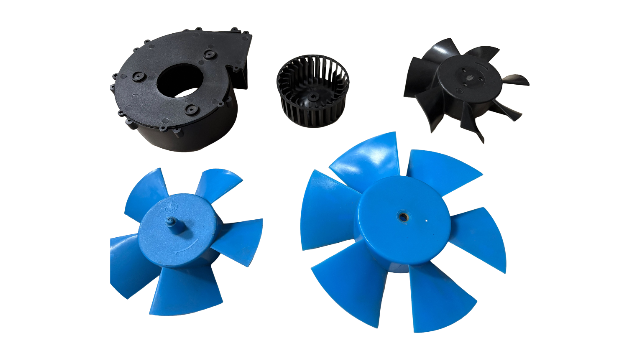
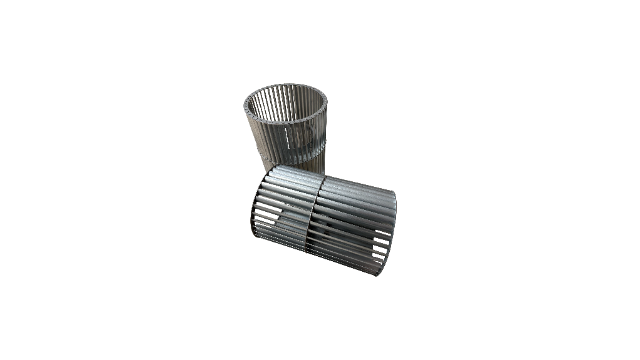
焊接叶轮的工作原理遵循流体力学规律,电机带动传动轴驱动轮毂旋转,叶片随轮毂同步转动,持续对周边介质施加作用力。介质进入焊接叶轮内部流道后,在叶片导流作用下产生位移,流动过程完成压力提升,以此实现气流输送、流体增压等作业。焊接叶轮内部流道可根据工况需求调整结构形态,板材拼接成型的方式便于优化流线造型。构件运转期间受力均匀,金属板材形变幅度较小,能够适配连续性作业模式。不同尺寸的焊接叶轮可搭配不同功率的传动设备,适配工业场景里多样化的介质输送条件。矿用排风机焊接叶轮受冲击大,生产商苏州奥特盛采用低合金高强钢焊接。汕头国内焊接叶轮
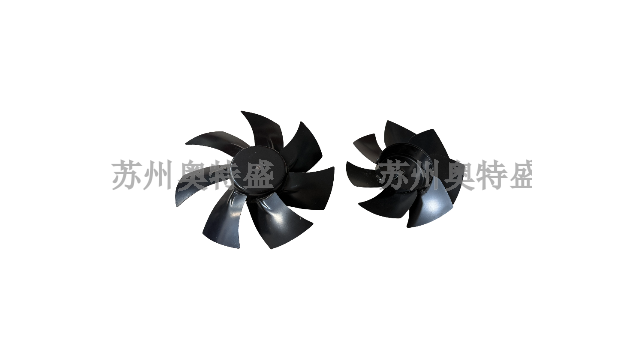
叶片安装倾角特指叶片板面与叶轮旋转平面的夹角,该几何参数直接决定焊接叶轮对介质的导流方向与做功能力。倾角数值偏大,介质轴向流动趋势明显,气流通行通量有所提升,适合大流量低压输送工况;倾角数值偏小,介质受到的径向压力增大,流体增压效果更为突出,适配高压小流量输送场景。焊接拼装阶段,工作人员需借助工装夹具固定统一倾角,角度偏差过大会造成流体受力失衡,运转时引发持续性设备震动。倾角参数需要结合介质粘稠度、设计运行流速测算,不同工况的焊接叶轮必须匹配差异化倾角参数。温州直销焊接叶轮设备生产厂家苏州奥特盛,定制各种焊接叶轮。

碳钢是焊接叶轮生产加工中常用的基础金属材质,碳钢板材硬度适中,金属延展性良好,焊接融合性能优异,施焊过程焊缝成型平整顺滑,不易出现开裂、虚焊、断弧等常见焊接瑕疵。碳钢原材料采购渠道广,市场流通量大,加工成本低廉,适合工业化大批量制作通用型焊接叶轮。金属本体具备良好的可塑性,裁切、折弯、卷边等冷加工工序难度低,技术人员可加工制作多种弧度曲面叶片,适配不同流体通行需求。碳钢材质耐锈蚀性能偏弱,潮湿空气、水汽接触表层后容易生成氧化铁锈,加速板材损耗。这类碳钢焊接叶轮通常需要搭配防腐涂层使用,多用于常温干燥、介质纯净、无酸碱腐蚀的普通通风输送机械设备。
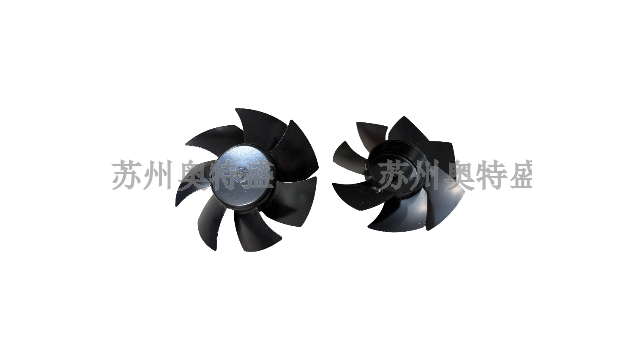
叶片数量直接影响焊接叶轮内部流体流通状态,叶片数量偏少,单片叶片间距宽阔,流通间隙大,固体杂质通行阻碍小,适配含颗粒、絮状物的复杂介质输送;叶片数量偏多,流道排布细密规整,介质扰动程度低,气流输送平稳性更好。焊接叶轮叶片数量改动,会同步改变整体焊缝总长,叶片排布越密集,焊接点位越多,施焊成型耗时越长,加工成本随之增加。常规通风换气类焊接叶轮,叶片数量维持在六至十二片区间;矿山、排污类杂质输送叶轮,会适当减少叶片数量,扩大流通间隙,降低堵塞发生概率。生产厂家苏州奥特盛,焊接叶轮动平衡等级达G2.5。

材质合规标准严格管控焊接叶轮板材原材料成分,碳钢、不锈钢、合金板材内部的有害杂质元素,占比必须低于行业限定数值。杂质元素含量过高,会降低金属板材韧性,加大焊缝冷裂、热裂的发生概率,缩短构件正常使用周期。所有板材入场前,质检人员采用光谱检测仪器核验金属成分,化学成分不达标的原材料直接退回厂家。食品加工、医疗配套设备使用的焊接叶轮,额外要求重金属析出量符合卫生标准,杜绝有害物质混入生产介质,严格保障加工物料、输送水体的安全洁净。焊接叶轮适用于高转速工况,不易脆裂。苏州奥特盛有丰富的行业经验。温州环保焊接叶轮生产厂家
焊接叶轮等部件的运输,厂家苏州奥特盛特别提醒不可挤压造成叶片变形。汕头国内焊接叶轮
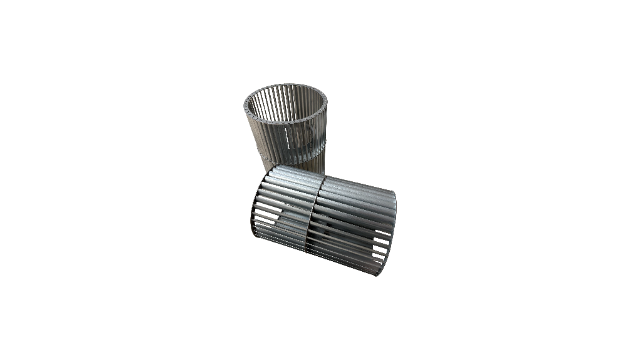
埋弧焊接工艺专门适配厚板、大尺寸结构的焊接叶轮,施焊过程中颗粒状焊剂均匀覆盖电弧燃烧区域,隔绝空气的同时减少飞溅火花,有效降低焊缝内部气孔的生成概率。该工艺承载焊接电流载荷大,金属熔接深度充足,板材衔接密实牢固,成型后的叶轮能够承受工业生产中的持续性机械震动。埋弧焊接自动化适配度高,机械设备匀速完成焊接走线,焊缝间距、熔敷厚度保持一致,人为操作造成的误差占比偏低。加工成型后的焊接叶轮结构稳定性强,焊缝耐久度良好,多用于重工除尘、矿山物料输送、工业排烟等大型叶轮,单件成型后无需频繁修补焊缝。汕头国内焊接叶轮
苏州奥特盛精密机械有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州奥特盛精密机械供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!