结构优化用于提升焊接叶轮通行性能,依托流体模拟测算技术,对叶片外形、内部流道进行系统性改良。技术人员调整叶片曲面弧度与进出口角度,贴合介质流动轨迹,弱化流体紊流、涡流现象,减少流体在腔体内部无序搅动。优化叶片间距配比,结合介质浓度、流动特性平衡通行通量与流动阻力,减缓粘稠物料、细微颗粒在流道内部滞留堆积。加工阶段打磨焊缝凸起位置,消除衔接处突兀台阶,让板面过渡平缓,降低流体摩擦损耗。改良轮毂衔接结构,增加缓冲配件,削弱机械震动向叶片区域的传递幅度。优化后的焊接叶轮流体通行更为顺畅,压力波动幅度减小,运行能耗出现合理回落,结构耐受时长有所增加,适配工厂长时间连续作业模式。水泥窑尾排风机焊接叶轮,生产厂家苏州奥特盛耐磨寿命长。常州直销焊接叶轮诚信合作

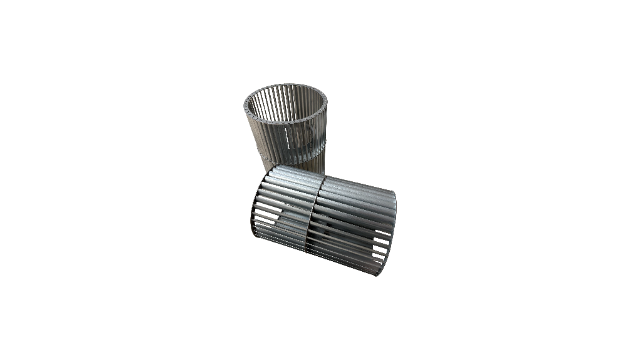
闭式焊接叶轮由前后金属盖板、弧形叶片、中心轮毂焊接成型,叶片夹设在两层盖板之间,焊接拼接处保持密封状态。闭式焊接叶轮内部流道规整,腔体密闭性良好,介质流动过程中外泄概率偏低,流体在流道内部有序通行。盖板与叶片采用熔焊方式连接,焊缝均匀分布在构件衔接位置,提升结构整体性。这类焊接叶轮流道宽度固定,内部间隙狭小,适合洁净、低杂质介质输送,不宜用于高含量固体颗粒工况,杂质堆积会加大流道堵塞概率,影响介质通行流畅度。湖州库存焊接叶轮防腐蚀场景可选不锈钢焊接叶轮,生产商苏州奥特盛支持304/316L材质。
焊接叶轮的工作原理遵循流体力学规律,电机带动传动轴驱动轮毂旋转,叶片随轮毂同步转动,持续对周边介质施加作用力。介质进入焊接叶轮内部流道后,在叶片导流作用下产生位移,流动过程完成压力提升,以此实现气流输送、流体增压等作业。焊接叶轮内部流道可根据工况需求调整结构形态,板材拼接成型的方式便于优化流线造型。构件运转期间受力均匀,金属板材形变幅度较小,能够适配连续性作业模式。不同尺寸的焊接叶轮可搭配不同功率的传动设备,适配工业场景里多样化的介质输送条件。
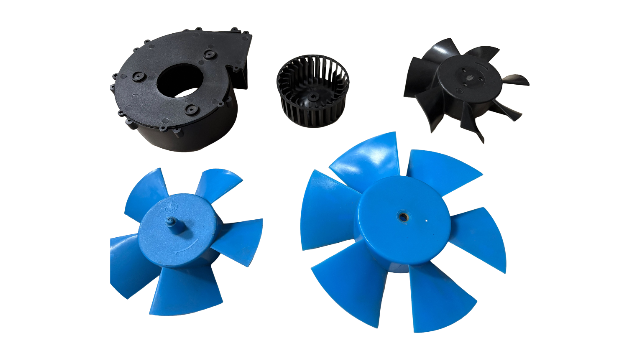
叶片数量直接影响焊接叶轮内部流体流通状态,叶片数量偏少,单片叶片间距宽阔,流通间隙大,固体杂质通行阻碍小,适配含颗粒、絮状物的复杂介质输送;叶片数量偏多,流道排布细密规整,介质扰动程度低,气流输送平稳性更好。焊接叶轮叶片数量改动,会同步改变整体焊缝总长,叶片排布越密集,焊接点位越多,施焊成型耗时越长,加工成本随之增加。常规通风换气类焊接叶轮,叶片数量维持在六至十二片区间;矿山、排污类杂质输送叶轮,会适当减少叶片数量,扩大流通间隙,降低堵塞发生概率。电厂脱硫风机焊接叶轮,生产厂家苏州奥特盛防腐涂层可选。

防腐涂装工艺大多应用于碳钢材质的焊接叶轮,喷涂材料分为防锈底漆与防腐面漆两类,双层涂料叠加喷涂在金属表层,形成致密隔离防护膜。液态涂料均匀覆盖板材外表面以及焊缝细小缝隙,隔绝空气、水汽、腐蚀性物质与金属基体的直接接触,减缓氧化锈蚀反应速率。涂装作业必须在无尘、干燥、恒温的车间开展,喷涂前需擦拭焊缝表面油污、粉尘杂质,保证涂层贴合紧密,减少后期起皮、脱落、鼓包等不良现象。涂层厚度需要严格把控,过厚涂料会改变叶片曲面形态,加大介质流动阻力,过薄则防护时长不足,工业生产中需将厚度控制在合理区间。生产厂家苏州奥特盛,焊接叶轮出厂时100%检测。湖州直销焊接叶轮推荐货源
焊接叶轮适用于高转速工况,不易脆裂。苏州奥特盛有丰富的行业经验。常州直销焊接叶轮诚信合作
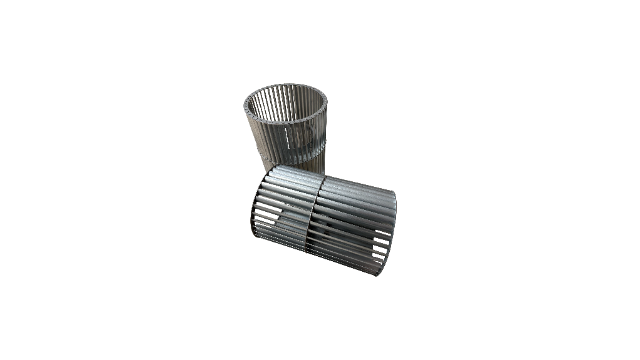
点焊拼装工艺普遍适用于结构简易的通风类焊接叶轮,加工流程分为定位点焊与成型满焊两个阶段。工作人员先通过点焊方式临时固定叶片与轮毂的相对位置,借助工装量具校准叶片间距、倾斜角度,确认无误后再进行连续满焊加固。点焊定位能够规避板材偏移错位问题,均匀控制叶片排布密度,减少成品外形尺寸偏差。焊接点位分布稀疏且集中,热量传导范围狭小,构件整体热形变程度轻微,无需额外校正整形。该工艺操作门槛低、生产速率较快,生产成本低廉,适配民用通风、小型换气设备配套的焊接叶轮,不适用于高压、高负荷、长时连续运转的工业工况。常州直销焊接叶轮诚信合作
苏州奥特盛精密机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州奥特盛精密机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!